不锈钢井盖广受好评
更新时间:2026-05-19 22:06:40 ip归属地:梅州,天气:多云,温度:21-31 浏览:6次

- 发布企业
- 旺达不锈钢井盖(梅州市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 不锈钢井盖
- 所在地
- 青山湖区鄱阳湖温馨家园建材市场16号楼17室
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 方经理 请说明来自商助贸易宝,优惠更多
详细介绍
| 产品参数 | |
|---|---|
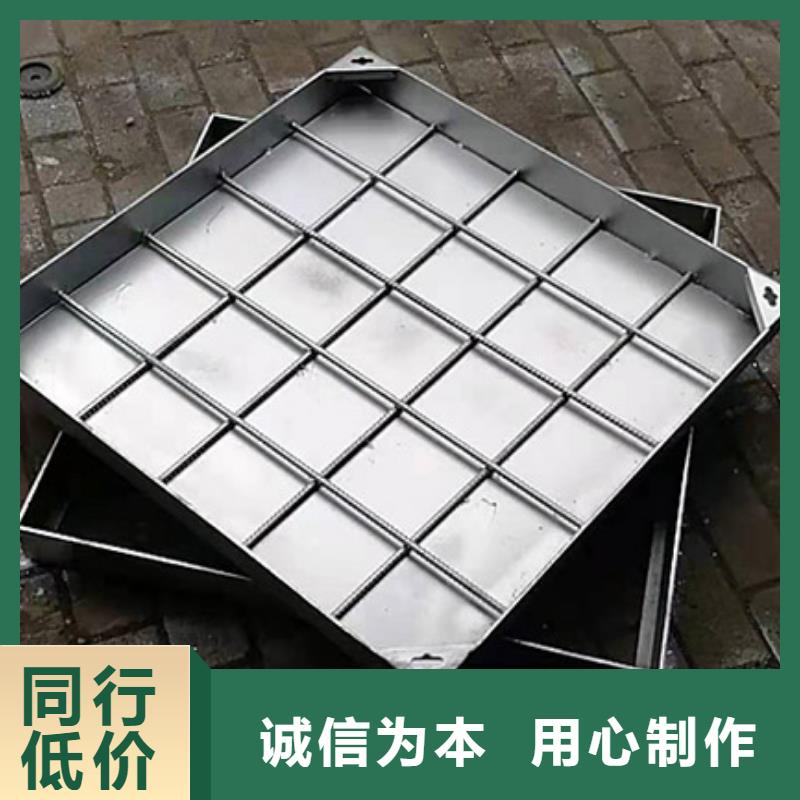
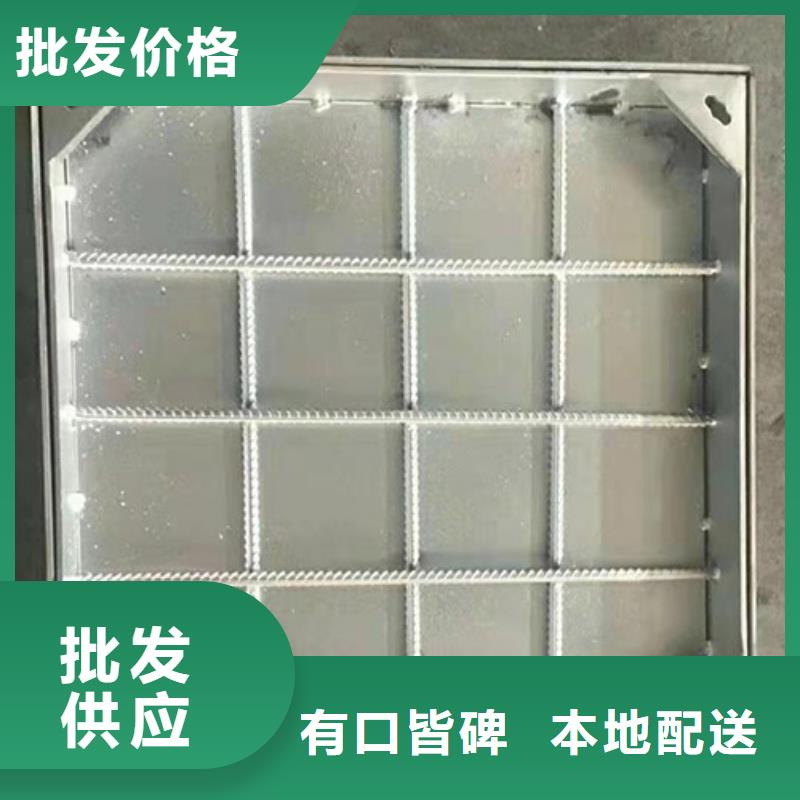
| 产品 | 304不锈钢井盖 |
| 规格 | 800*800*80 |
| 颜色 | 银白色 |
| 形状 | 可定制 |
| 范围 | 不锈钢井盖广受好评供应范围覆盖广东省、广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 梅江区、梅县区、大埔县、丰顺县、五华县、平远县、蕉岭县、兴宁市等区域。 |
产品细节图

二、冷裂纹防止措施
1)焊前进行工艺评定试验,确定工艺参数。
2)焊前预热可防止裂纹,同时还有一定的改善性能的作用。
3)手工焊采用碱性低氢焊条E5Q/E55型;CO:气体保护焊可选用药芯焊丝;埋弧焊可选用F5021一H08MnA焊条,并且严格按规定烘干。烘干温度为350—450℃,烘干后在100—150cC温度下保温1~2h,放在保温筒内随用随取。
4)选择合理的焊缝形状,严格按图纸加工零件坡口。
5)将焊缝两侧各30~50mm范围内锈、水等干净,减少氢气的来源。
6)裂纹往往出现在头道焊缝和焊根上,因此对定位焊长度、焊脚高度和间隔也要作出相应规定。定位焊缝若不得已在坡口内进行时,其焊缝高度应小于坡口深度的2/3,长度宜大于40mm。必要时在定位焊之前进行预热。焊前对定位焊缝进行检查,有裂纹时必须重焊。定位焊的长度和间距,应视母材厚度、结构长度而定。
7)为减小内应力,防止焊接时产生裂纹,装配时要避免强行组装。
8)适当增大电流,降低冷却速度,有助于避免淬硬组织的形成。
9)控制层间温度,应略高于预热温度。
10)Q345C低温焊接后应进行缓冷,为减缓焊缝及热影响区的冷却速度,防止冷裂纹的产生,应对焊件及时保温,即把焊后的焊件立即加热到250~350。,并用石棉等保温2。6h后空冷,可减少焊缝中含氢量,防止产生冷裂纹,其加热方法、宽度同焊前预热。
虽然不锈钢中厚板施工难度较大,但只要控制措施得当,构件出现裂纹的比例会大大缩小,工程质量会有显著提高,焊缝出现裂纹将会避免,可以有效地控制工业建筑工程质量。


1、本公司按照客户要求的产品材质、尺寸生产,不偷工减料。
2、本公司严格按照承诺的生产工期安排生产,不耽误客户的一分一秒。
3、本公司坚决履行与客户签订的合同,做重合同守信用企业。
4、本公司坚决按照行业标准配送生产产品,产品质保资料一并发给客户。
5、如生产期间客户更改生产规格及数量,本公司会在2个工作日内,给予客户更改意见。
6、本公司发货应保持包装完整,客户收到货时,能够及时方便的点清货物,验收质量。
7、本公司依据《中华人民共和国合同法》及相关法律法规之规定,合作前与客户明确各自的权利义务,签订合作协议,以兹双方共同遵守并自觉履行。



公司实力

广东梅州旺达不锈钢井盖有限公司多年来秉承“追求卓越,用心铸造好品质”的企业核心理念,与时俱进,推行品牌运营战略,使公司 不锈钢井盖产品有着优良的性价比以及快捷的服务特点,以“诚信为本、务实创新、强化管理、力创新高”的经营方针,打造充满活力和竞争力的企业,用务实的姿态与海内外客商精诚合作,携手共创美好明天。
