您当前的位置:商助贸易宝 » 尤溪商助贸易宝 »尤溪产品 » 采购滚筒线必看-服务优
采购滚筒线必看-服务优
更新时间:2026-05-20 06:42:57 ip归属地:三明,天气:小雨,温度:24-30 浏览:1次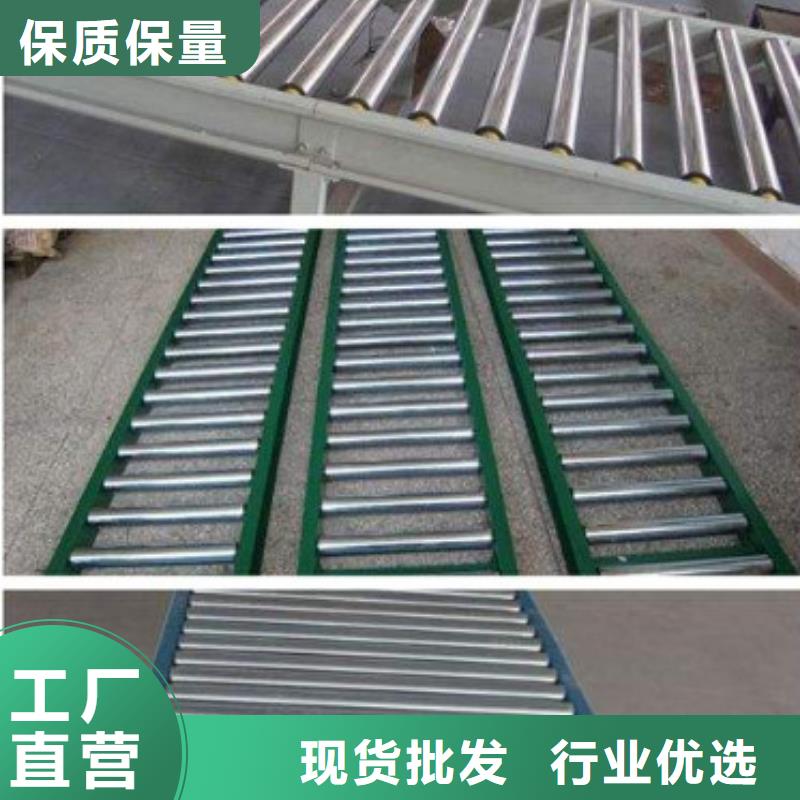

- 发布企业
- 依利达包装器材(三明市尤溪县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:三明市尤溪县采购滚筒线必看-服务优的产品参数
【依利达】业务覆盖多元场景,提供以下产品和服务:梅列热收缩包装机厂家、建宁热收缩包装机大量现货供应、明溪热收缩包装机品质信得过等。采购滚筒线必看-服务优,依利达包装器材(三明市尤溪县分公司)为您提供采购滚筒线必看-服务优,联系人:陆经理,电话:【18762195566】、【18762195566】。 福建省,三明市,尤溪县 唐开元二十九年(741年),尤溪置县,隶属福州;1983年,始隶属三明市。尤溪县素有“闽中明珠”之称,也被称为“中国金柑之乡”“中国绿竹之乡”“中国竹子之乡”“中国油茶之乡”“中国革基布名城”“朱子理学文化名城”,尤溪县是宋代理学家、教育家朱熹的诞生地,是福建省获得联合国地名专家组命名的“千年古县”。2013年7月23日,中央党史研究室正式确认尤溪县属于原中央苏区范围;2018年10月22日,入选2018年全国农村一二三产业融合发展先导区创建名单;2019年12月31日,入选全国农村创新创业典型县。
我们的采购滚筒线必看-服务优视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:三明尤溪采购滚筒线必看-服务优的图文介绍

三明尤溪依利达包装器材有限公司位于佛山市禅城区南庄镇商业广场二座。本公司主要经营各种 热收缩包装机产品。公司的商品品种繁多、规格齐全、库存量大,送货能力强、辐射面广,业务队伍经验丰富,并配有简单的代客加工业务,本着诚信服务的原则可为客户在购买和选择材料时提供意见作参考。期待您的咨询!


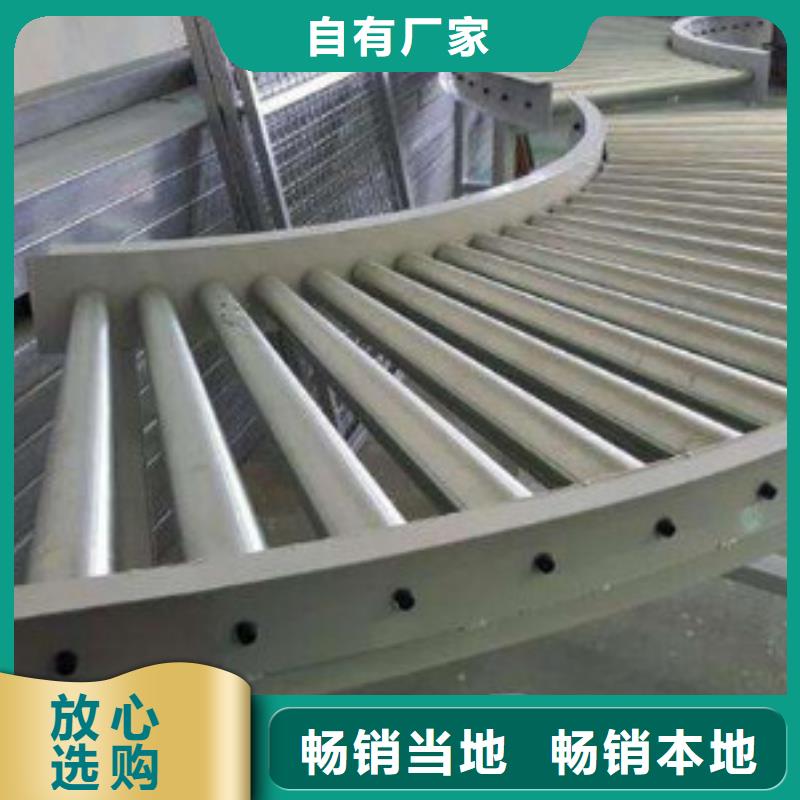
不锈钢输送带转弯输送机是金属输送带机的一种类型,网带转弯输送机在工作过程中,很多部件不注意使用就容易发生事故,为了避免客户的利益受到损害,为您简述网带转弯输送机的几个重要部件及使用规范:
1、输送网带必须有足够的强度。严禁以低强度输送带代替高强度输送带。2、拉紧装置(1)拉紧装置应装设极限位置限止器。自动拉紧装置起升到极限位置时,必须保证自动切断起升电源,并给出禁止起升信号。当下降到极限位置时,保证自动切断下降电源,并给出禁止下降信号。(2) 重锤拉紧装置在人员通常接近的地方应加防护装置。防护装置应能防止人员进入重锤下面的空间,如无这类防护装置,重锤下应装设支承装置并使其离地面或其他作业面的净空距离不小于2.5m。3、网带转弯时所能够机制动装置(1)制动装置必须处于能随时起制动作用的状态。其制动摩擦面不得有妨碍制动性能的缺陷或粘上油污。(2)正常的和紧急使用的制动装置应有醒目的标志,并应设在便于操作的位置。(3)卸料车制动装置应灵敏可靠。其限位夹紧装置应能独立承受工作状态下的至大风力而不致被风吹动。轨道端部止挡的设置应确保卸料车不脱轨、不翻倒。



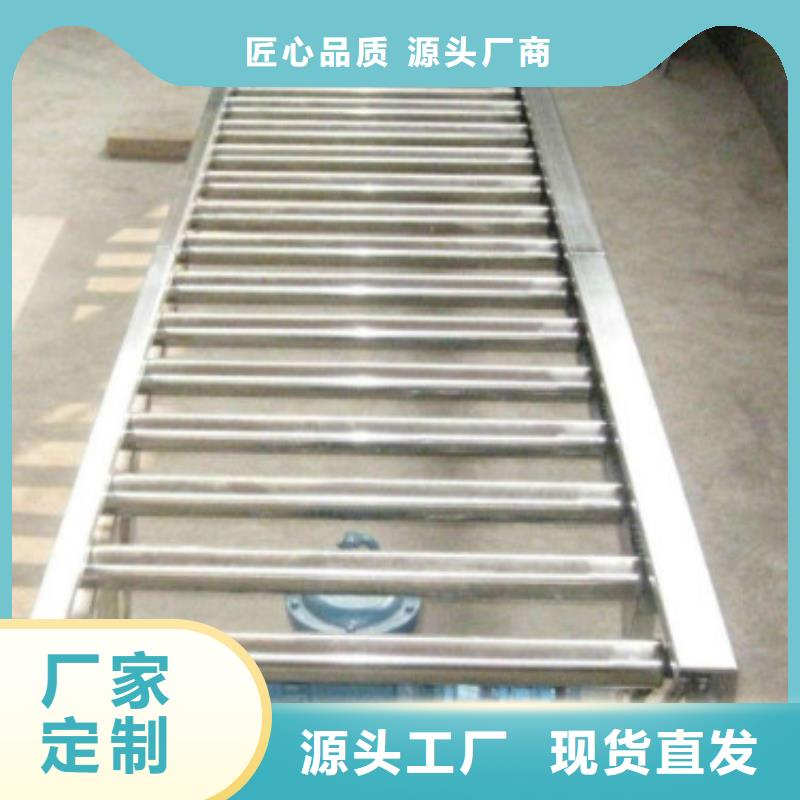
我公司在滚筒生产过程中,改变传统的工艺方法,变事后把关为事前控制,对制造过程的各环节实施重点控制。以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。


选购采购滚筒线必看-服务优来三明市尤溪县找依利达包装器材(三明市尤溪县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:陆经理-【18762195566】,地址:[佛山市禅城区南庄镇商业广场二座]。