弯供机厂家-有口皆碑-全国发货
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 弯供机--全国发货供应范围覆盖陕西省、延安市、志丹县、宝塔区、延长县、延川县、子长市、安塞区、吴起县、甘泉县、富县、洛川县、宜川县、黄龙县、黄陵县等区域。 |


延安志丹万泽锦达机械制造有限公司位于小店区208国道东浦村东浦路一号,主营【圆管弯供机】制造,厂家于2016年正式注册成立。多年以来,厂家本着为客户提供更好的【圆管弯供机】产品和服务思想,专注于【圆管弯供机】设计、制造,与全国200多个【圆管弯供机】客户建立了长期合作关系。


大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。




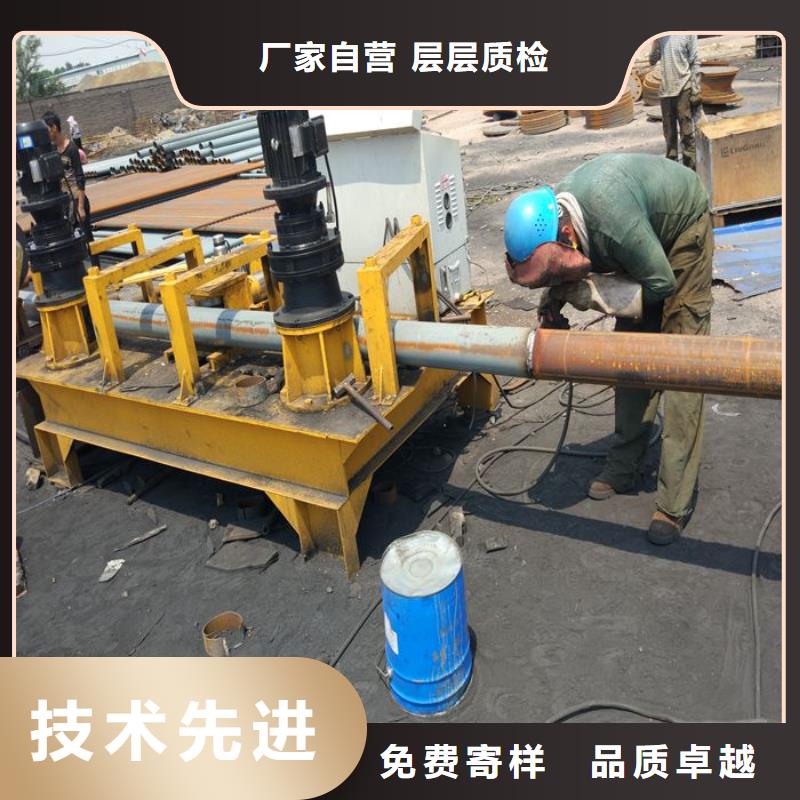
WGJ-250全自动电液控制型冷弯机可将型号的型材如:槽钢、圆管、H型钢、扁钢、钢管等弯曲成圆形、弧形、法兰、螺旋形等工件。该设备结构合理、操作方便、承载能力强、卷园速度快,具有体积小、效率高、无噪音、一机多用等;其代替了原有的钢板下料、对接、校正、车床加工等复杂工艺,并节省了氧气、乙炔、劳动力、原材料,是卷制圆环和法兰的一种高质量、益的卷圆设备;该设备可用于风机、石化、造船、桥梁模板、网架、钢结构建筑、大型管道、水工仪表等行业;也适合用于对外加工,利润丰厚。
万泽锦达牌180//200//220//250圆管冷弯机生产厂家,注16年,设备性能稳定,36U型钢冷弯机//U型钢支架弯拱机生产厂家//煤矿用U型钢冷弯机生产厂家价格,以上类型均有现货,发货,供应;冷弯机属液压全自动型产品;具率高、进行热加工,弯曲机力量大;WGJ-型冷弯拱机液压系统,具有传动平稳,压力大等特点,主要应用于隧道,地铁,水电站,地下洞室等圆管、圆管、方管、H型钢、U型钢、角钢、槽钢弯曲。


产品



- 不锈钢复合管_保障 2026-05-20
- 众点物流远销各地 2026-05-20
- 本地的直螺纹钢筋滚丝轮生产厂家 2026-05-20
- 优选不锈钢复合管厂家 2026-05-20
- 螺旋钢管优质源头厂家 2026-05-20
- 桥梁护栏1-您身边的桥梁护栏1厂家 2026-05-20
- 不锈钢板批发厂家 2026-05-20
- 无缝管本地正规大厂 2026-05-20
- 合金管好品质 2026-05-20
- 复合管防撞护栏-欢迎询价 2026-05-20
- 优质的钢管酸洗供货商 2026-05-20
- 不锈钢复合管护栏优选品牌 2026-05-20
- 当地无缝钢管生产厂商 2026-05-20
- 直螺纹钢筋滚丝轮规格齐全的厂家 2026-05-20
- 供应景观护栏的批发商 2026-05-20
联系方式
