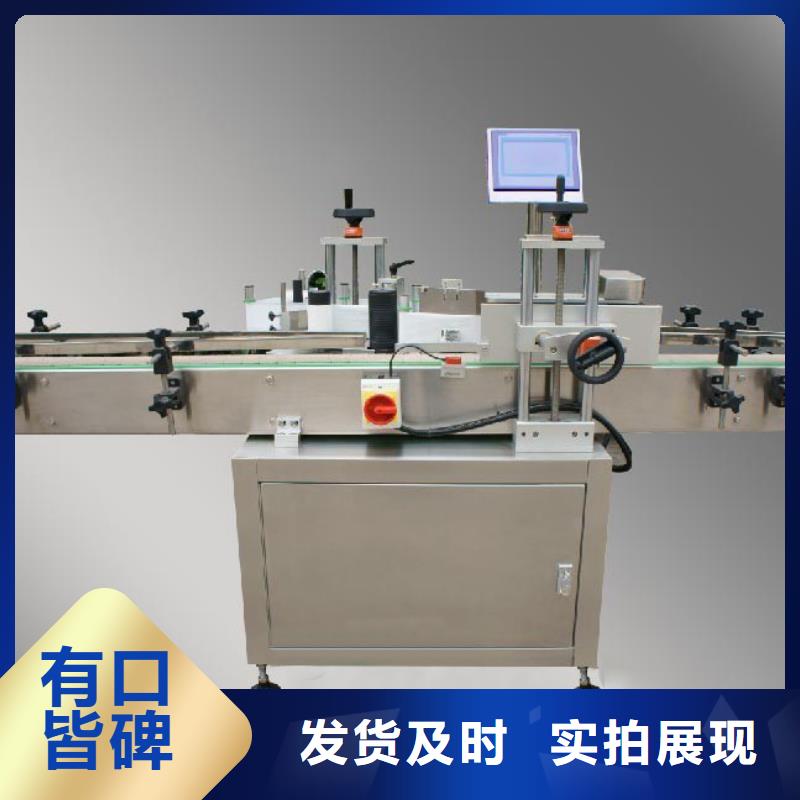
贴标机现货齐全
更新时间:2026-05-24 13:37:04 ip归属地:扬州,天气:大雨转中雨,温度:22-26 浏览:1次


- 发布企业
- 依利达包装器材(扬州市高邮市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
1. 把电源插接到单相电源上(要求接有良好地线);
2. 装置整卷标签:把卷状不干胶标签平整放在标签托盘上,再放入标签外盘,锁紧后按厂家提供的“绕标图”(一般贴在标头显眼位置),整段标签和底膜穿好之后都必需在同一平面上,并把各个滚筒上的黑色定位胶圈调到适宜位置,以保证导正标签;
3. 开启机器:把电源开关打开,此时电源指示灯显亮;在触摸屏上手动测试贴标机各功能是否正常;点击手动出标,确认标签是否能正常检测,如未能检测,请参考说明书-电眼设置部份进行设置,测标电眼是关系到出标的长度和停标的位置,所以也要调整好它的位置,可通过移动电眼控制出标出短,正常以标签伸出剥标板1~3MM为佳,正常出标后可进行下一步调试工作;
4. 产品调试:把产品放到输送带测物电眼处,让电眼对物体进行自动识别,然后把产品移动至贴标头剥标机构下,调整贴标头高度,一般剥标板离产品上表面距离2~4MM为佳;以上2处调整好即可放产品到输送带上开启自动贴标模式,进行自动贴标。


一般来说,贴标机出现精度差的情况,主要有三大类的原因:
第1类、机械原因又分为静态和动态两种: a.静态原因表现为标头晃动,解决办法:通过紧固标头与调整固定座,从而达到固定标头,从而避免晃动。 b.动态方面具体原因:1.产品在输送上晃动,解决办法:通过减少导向间隙,从而避免产品在输送上晃动;2.出标和产品速度匹配,解决办法:通过调整牵引频率或输送速度,使得产品到达贴标位置的时候正好出标。
第2类、电气原因包含检测和动力两种: a.检测方面的具体原因有:1.停表不准,解决办法:重新设定测标电眼,让贴标机在产品贴标后停止出标;2.测物不准,解决办法:调整测物电眼和放大器,能够准确的检测到带贴标产品,并准确出标。 b.动力方面常见原因为传动出现异常,解决办法:通过检查紧固传动部件,保证贴标机的正常运转。



【依利达ELIDA】自动贴标机注意事项:1、未清楚了解机器正确的操作方法和规定之前,禁止启动机器。2、未经训练和授权的人员,不得使用本机。3、使用本机前,必须先详读本手册,并了解全部内容与指示。4、设备须确认完成安装及必要的调整动作后,才能操作。5、启动前须确认在机器所有台面没有放置任何工具或器物。6、电源未关闭,不得触摸机器内部或电气设施。7、设备在运转中操作者不得离开机器工作范围。8、检查、维修电气控制电路时须由电气专业人员完成。9、不要在指定环境之外的条件下使用机器。10、注意设备的定期清洁及维护,使设备的寿命能够更长久。至少每周一次清洁,每个月一次防护处理。
贴标机出现的故障,很多时候都是由人为操作不当、部分零件老化引起的,总结起来可分为以下几点:1、贴标不精准;贴标的不精准可总结为两个方面,一为固定贴标的位置偏离实际贴标位置,原因如下,固定位置的螺丝变松移位。使用的标签不符合贴标机的要求。二为贴标头位置偏离,导致在贴标过程中不能准确嵌入。2、贴标机连续贴标、或者不贴标;出现原因如下,参数设置错误,在同一循环下,设置两个循环的贴标,导致贴标重复。不贴标情况,原因为贴标机头润滑油不够,导致设备工作时摩擦大,卡住贴标进行。或为零件老化,应立即更换老化零件,避免出现一系列连锁反应。3、贴标机工作中突然停止,或时断时停;此项问题较为严重,应立即检查是否参数错误,或是电源线短路、内部机件出现问题,若是参数错误,可根据用户手册进行调试,若是后两种情况,请紧急进行售后服务解决。专用贴标机设备遇到小问题,自行解决,熟悉设备工作原理,掌握基本检测维修技术,有效的节省修理时间。



扬州高邮依利达包装器材有限公司以高质量的产品创行业品牌,以专业的技术和诚挚的热情开拓市场,以优质的 热收缩包装机产品,赢得用户。 热收缩包装机产品远销国内外 国内销往河北、山东、河南、湖南 、湖北、江苏省、安徽、浙江省、福建、海南、广东、四川省、山西、陕西、宁夏、内蒙,台湾等地。


8、调整输送速度,并根据现有的输送速度调整标头牵引速度与之匹配。 效果每贴一次标声音会非常干脆,无任何拖带声、标签也不会褶皱。输送速度=牵引速度。9、调整覆标机构。一般用于方瓶、扁瓶类产品的覆标机构采用海绵和毛刷。覆标机构的力度一般要求要均匀分散,避免力度过于集中在某个点从而引起标签褶皱现象。圆瓶类产品采用的是专用的圆瓶定位覆标机构,产品将会在此机构上完成贴标与覆标,实现贴覆功能。定位机构打出时的空间位置,略比产品的宽度小3mm左右即可。
10、控制标签贴在制定x轴方向区域上。在保证触摸屏参数中贴标延时为0的状态下进行贴标,根据贴标提前或者太慢出标的情况进行前后调整x轴方向。如果是标签提前剥出,则说明感应器过早检测到产品,将标头往x轴负方向移动;反之,则将标头往x轴正方向移动。调整完成后将x轴方向锁紧。如果调整座已经达到极限,还不能满足贴标要求时,可以进行调整感应器位置。标签提前剥出可以将电眼往x轴正方向移动;标签剥出太晚,则将感应器往x轴负方向移动。当移动感应器至极限还不能解决标签过早剥出时,可以适当设置贴标延时参数。11、根据产品贴标效果,调整标头在y轴方向的位置,使标签能稳定贴附在指定的方向上。调整完后将y轴方向锁紧。12、调整剥标板基本与产品表面线平行,可以通过调整座上r轴方向进行调整。调整完毕后锁紧r轴方向。


