您当前的位置:商助贸易宝 » 岑溪商助贸易宝 »岑溪产品 » 采购圆管必看-厂家直销
采购圆管必看-厂家直销
更新时间:2026-05-24 17:21:27 ip归属地:梧州,天气:多云,温度:25-35 浏览:2次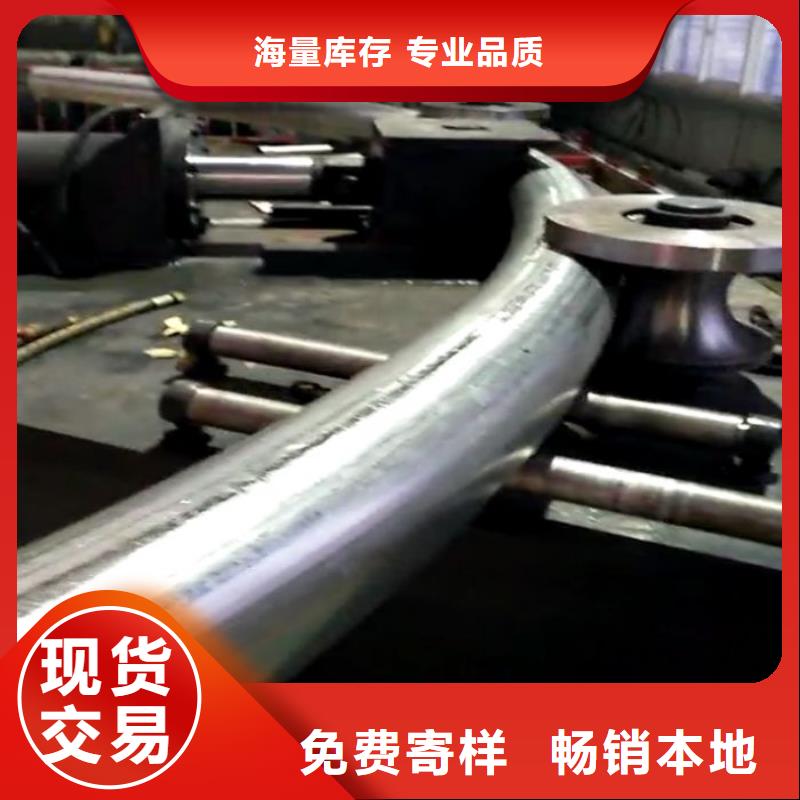



- 发布企业
- 万泽锦达机械制造(梧州市岑溪市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 圆管弯弧机
- 所在地
- 小店区208国道东浦村东浦路一号
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 徐总 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:梧州市岑溪市采购圆管必看-厂家直销的产品参数
【万泽锦达】业务覆盖多元场景,提供以下产品和服务:万秀圆管弯弧机厂家、苍梧圆管弯弧机真材实料诚信经营、藤县圆管弯弧机好品质用的放心、长洲圆管弯弧机多种款式可随心选择等。采购圆管必看-厂家直销,万泽锦达机械制造(梧州市岑溪市分公司)为您提供采购圆管必看-厂家直销,联系人:徐总,电话:【18762195566】、【18762195566】。 广西壮族自治区,梧州市,岑溪市 岑溪市,古称义州,广西壮族自治区辖县级市,由梧州市代管,位于广西壮族自治区东南部,两广交界处,地势东南高,西北低,属典型亚热带季风气候区,总面积2783平方千米。截至2023年3月,全市辖14个镇。截至2022年底,岑溪市常住人口72.68万人。
想要探索采购圆管必看-厂家直销的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:梧州岑溪采购圆管必看-厂家直销的图文介绍
梧州岑溪山西万泽锦达机械制造有限公司的 圆管弯弧机产品质量上乘,价格低廉,我们一直在不断的提高 圆管弯弧机产品质量和技术水平、流水线生产出的 圆管弯弧机产品可以让您放心。 圆管弯弧机产品质量可靠,深受新老客户的认可和好评。


圆管冷弯机的机械系统摆针轮减速器直接驱动滚轮转动,转速为7rpm,为实现两个滚轮同步,两电极同时启动实现同步,为工况要求,可进行正反转运转,数控冷弯机液压系统手动换向阀对油缸进行转换,实现油缸的真反向运动,单项节流阀调节油缸运动速度,利用双向液控单向阀对油缸进行锁闭,当换向阀处于中位时,系统负荷,了系统发热。
WGJ-250冷弯机又被大家习惯性称为弯拱机,此设备可用于弯曲圆管,矿用圆管,其他型钢需根据具体规格衡定,可弯曲种类包含槽钢,H钢,U型钢,圆钢,轨道钢等; 冷弯机设备类型半自动,全自动,液压型圆管弯曲机,应用于隧道、地铁、水电站、地下洞室等施工中,是钢拱架制造的理想设备;此型号冷弯机属液压全自动型产品,具率高、进行热加工,弯曲机力量大。



圆管弯拱机操作规程:1严格遵守机床工操作规程,按规则穿戴好劳作防护用品;2开机前应将上、下模具整理、擦拭洁净;3查看托料架、挡料架及滑块上有无异物,如有异物,应整理洁净;4按所折板料厚度、选择恰当模口,模口尺度通常等于或大于8倍板料厚度;5由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN;6折弯狭板料时,应将体系作业压力恰当,避免损坏模具;7调理滑块行程时,应调量小于100,避免损坏机器;8折弯前,应将上下模具间的空隙调整均匀共同;9折弯时,不可将手放在模具间,细长小料不可用手扶;只许折弯一块料,不很多块分节一起折弯。查看油箱油位,发动油泵查看液压管道、油泵有无反常;10折弯板料应放在模具中心,机器不宜单边载荷,避免影响工件和机器精度,如某些工件确需单边作业时,其载荷不得大于250KN,并且有二边一起折弯;11查看油箱油位,发动油泵查看液压管道、油泵有无反常;12发作反常当即停机,查看缘由并及时扫除;13作业结束,应封闭油泵,退出控制体系程序,堵截电源。



4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度为机器弯曲速度的20%-40%为宜。
5.芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有的影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
云南槽钢弯拱机换向阀.盐城云南槽钢弯拱机换向阀.盐城
WGJ系列型钢冷弯机
主要用于工字钢、矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。采用数显编码器编程,使液压操纵系统定位准确,所弯型钢自动成型,效率高、操作方便。应用于隧道、地铁、水电站、地下洞室等行业施工中,是钢拱架制造的理想设备。


工作原理:
把型钢放在冷弯机上,与减速器带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可调整所需压力),进入聚成块到电液阀,有电液阀和点动开关(点进、点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑滚轮压紧并未发生弯曲变形时开始计算,油缸再推进的长度进程为每次10mm-15mm,开主电机正转或反转,由主电机带动工字钢工作,反复操作,达到所需为止。
主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢角钢U型钢等型材的弯曲。主要用于C型钢、U型钢,工字钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。
液压工字钢(槽钢)冷弯机:采用液压系统,具有传动平稳,压力大等特点,能准确定位,主要应用与隧道,地铁,水电站,地下洞室等工字钢,槽钢弯曲。



采购圆管必看-厂家直销,万泽锦达机械制造(梧州市岑溪市分公司)专业从事采购圆管必看-厂家直销,联系人:徐总,电话:【18762195566】、【18762195566】,以下是采购圆管必看-厂家直销的详细页面。