耐候板质量好发货快
企业宗旨:为企业提供有“力”的服务,精“准”的 耐候板产品,专注 耐候板生产销售。
企业愿景:助力于中国 耐候板行业的发展,成为 耐候板业的优选品牌。
经营理念:与客户共赢,与员工共享;生产高品质 耐候板产品,提供优质服务。


火焰切割,割面裂纹主要是受待切割材料材质成分影响。割面裂纹一般有可见和不可见两类,可见裂纹是肉眼可辨的分布在割面上裂口,而不可见裂纹主要分布在切割断面附近的内部,多为脉动裂纹。除可待切割材料含碳量或含合金成份太高导致断面裂纹外,也有可能是操作火焰切割机预热切割时,工件预热温度不够,工件冷却时间太快,材料冷却硬化导致。 其原因:含碳量或含合金成份太高,采用预热切割法时,工件预热温度若不够,工件冷却时间太快,极易产生裂纹。



耐候钢板的脱硫工艺技术流程及优势
工艺实用性与可操作性性
1、可实现的脱硫效率和运行可靠性
由于脱硫剂在脱硫塔内多次循环,使得脱硫剂与烟气的接触时间长达30分钟,从而大大提高了脱硫剂的利用率和脱硫效率。目前已投入使用的美国、德国的示范工程及商业运行系统中证明,对于烟气循环流化床脱硫工艺,在CA/S=1.1-1.4时,脱硫效率可达到95%以上。因此,对于本项目的烟气脱硫除尘改造工程,本工艺完全能满足未来SO2和粉尘的控制要求,并可放宽对燃煤煤质(含硫率)的要求。
2、脱硫脱硫剂的可获得性
本文脱硫剂采用外购当地生产的合格消石灰粉。实际运行后考虑到运行成本可以采用本地价格低廉的符合脱硫系数要的电石渣粉作为脱硫剂。
熟石灰[CA(oh)2]有效成分初度大于等于80%
颗粒度:大于等于200目。
3、污染防治
本工艺在脱硫过程中不产生废水。



1、选用碱性低氢型焊条,焊剂。碱性低氢型焊条、焊剂焊接接头的含氢量低,脱硫,脱磷性能好,冲击韧性高,使用前需在350-420摄氏度下烘干1-2h,目的是有效去除其中的水分,从而减少焊接接头的含氧量,降低接头的冷裂倾向。
2、焊接备件必须经检验合格才可组对,不得强力组对,避免过大的组装应力。
3、合理安排焊接次序,原则是尽量使大多数焊缝能在刚度较小的条件下焊接,进一步减少焊接应力。
4、焊前预热、焊后缓冷或热处理。焊前预热通常是防止高强钢焊接冷裂纹的重要工艺措施,焊后缓冷或热处理可以使扩散的氢充分逸出,降低了焊接残余应力,改善组织,减少淬硬性,从而降低焊接冷裂倾向,高强度耐候钢焊接时一般也不需要采取预热及焊后缓冷等工艺措施。



金属材料以及由它们制成的结构物,在自然环境中或者在工况条件下,由于与其所处环境介质发生化学或者电化学作用而引起的变质和破坏,这种现象称为腐蚀,其中也包括上述因素与力学因素或者生物因素的共同作用。某些物理作用例如金属材料在某些液态金属中的物理溶解现象也可以归入金属腐蚀范畴。
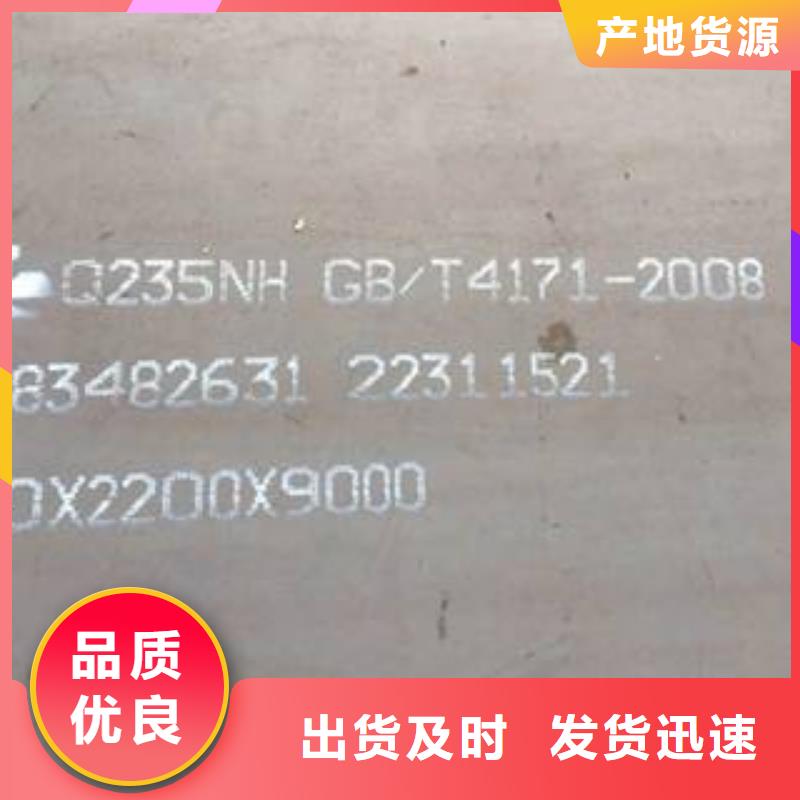
耐候板强度和力学机械性能能综述
对于合金耐候板,重要的质量要求是钢的机械性能。强度是金属耐候板抵抗 变形和断裂的能力。常用的强度标准,如屈服点、拉伸强度、指定的非比例伸长应力、指定的总伸长应力、指定的残余伸长应力、蠕变极限、耐久强度极限、疲劳强度、疲劳极限、疲劳寿命、断裂韧性等。标准中规定的残余伸长应力或规定的非比例伸长应力已经取代了常用的屈服强度。强度单位是兆帕。
屈服点:在测试过程中,当样品可以继续拉伸(变形)而不增加(保持不变)力时的应力。
- 护栏_量大从优 2026-05-24
- 注浆钢花管生产销售 2026-05-24
- 进口耐磨板公司地址 2026-05-24
- 镀锌方管制造厂家非标规格定做 2026-05-24
- 能做无花果苗的厂家 2026-05-24
- 质量可靠的桃苗生产厂家 2026-05-24
- 大口径厚壁钢管-生产厂家 2026-05-24
- 热镀锌方管供不应求 2026-05-24
- 蓝莓苗价低同行 2026-05-24
- 精密光亮钢管优选供货商 2026-05-24
- 桥梁护栏|品质好的桥梁护栏厂家 2026-05-24
- 铝板找骏沅金属制品有限公司 2026-05-24
- 隔墙板厂家,定制 2026-05-24
- 优质的母线槽供应商 2026-05-24
- 有现货的压花供应商 2026-05-24
产品

联系方式
