公司新闻
#不锈钢复合管厂家
更新时间: 2026-05-21 08:03:59 ip归属地:三明,天气:中雨转小雨,温度:23-28 浏览:5次
以下是:三明市泰宁县#不锈钢复合管厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | #不锈钢复合管供应范围覆盖福建省、三明市、泰宁县、梅列区、三元区、明溪县、清流县、宁化县、大田县、尤溪县、沙县区、将乐县、建宁县、永安市等区域。 |
【茂硕 】为您提供大田不锈钢碳素钢复合管护栏厂家用心服务、三元不锈钢碳素钢复合管护栏厂家敢与同行比价格、永安不锈钢碳素钢复合管护栏厂家实体厂家、建宁不锈钢碳素钢复合管护栏厂家质检合格出厂等多元产品与服务。#不锈钢复合管厂家_茂硕钢铁 (三明市泰宁县分公司),固定电话:【18762195566】,移动电话:【18762195566】,联系人:付经理,开发区新区天津路18号。 福建省,三明市,泰宁县 泰宁是中央21个苏区县之一,境内存有红军街、东方军司令部、大洋嶂阻击战旧址等革命历史遗迹,2004年被列入全国“百个红色经典旅游景区”。
文字或许能描绘#不锈钢复合管厂家产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
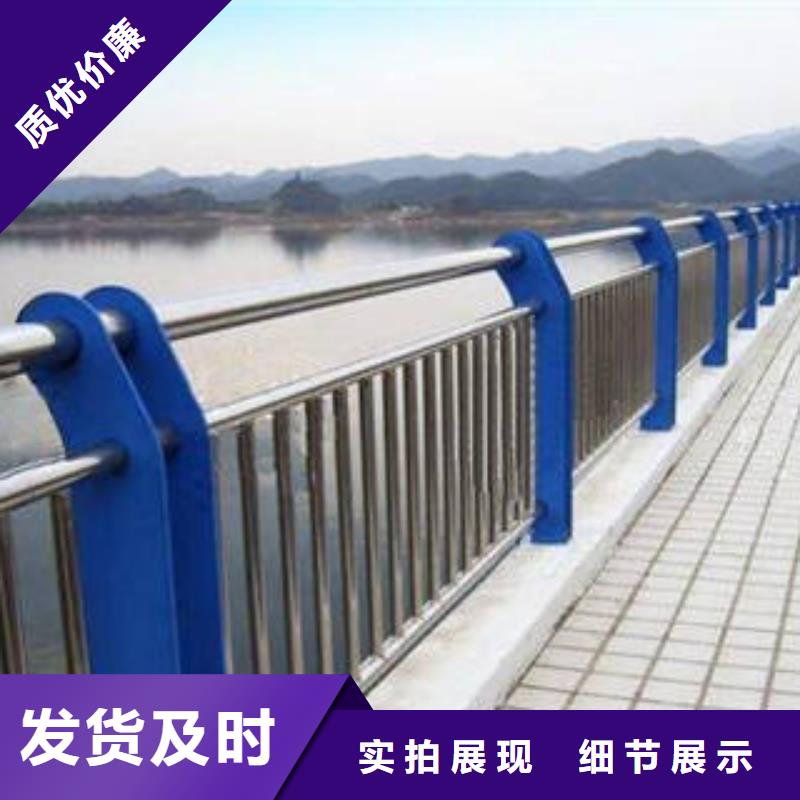
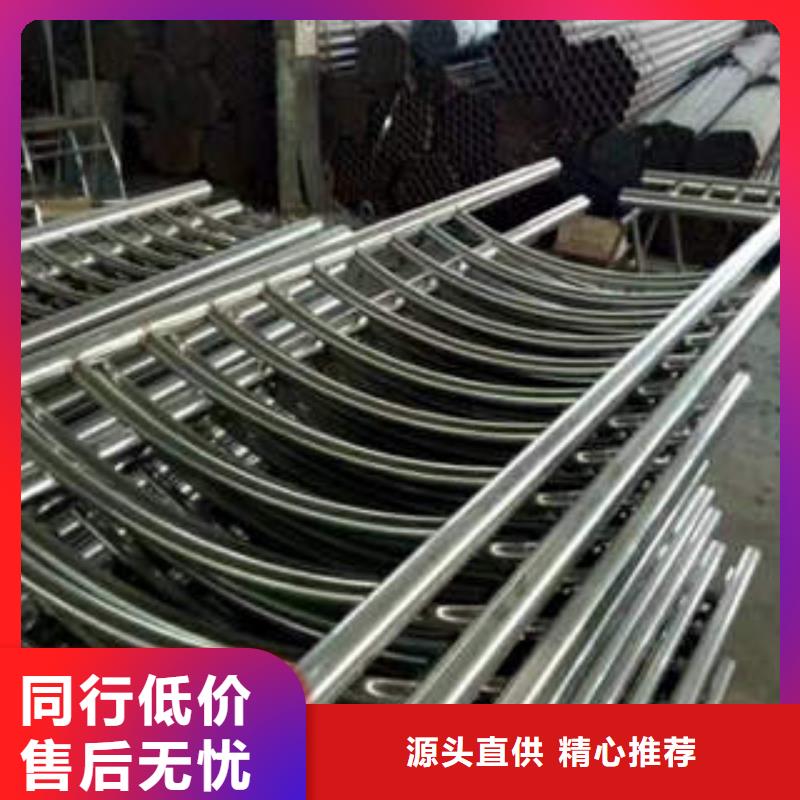
以下是:三明泰宁#不锈钢复合管厂家的图文介绍

三明泰宁茂硕钢铁 有限公司凭借现代的管理模式安定 不锈钢碳素钢复合管护栏厂家质量、雄厚的技术力量、合理的 不锈钢碳素钢复合管护栏厂家价格、优质的服务、加上新老客户的关心和支持,使本公司迈上了新的台阶,在激烈的市场竞争中,敢于争先、奋勇直前。


不锈钢耐空气、蒸汽、水等弱腐蚀介质和酸、碱、盐等化学浸蚀性介质腐蚀,深冲压用冷轧钢带的物理性能与温度的相关性如下:
弹性模量:室温下铁素体型不锈钢的纵向弹性模量为200kN/mm2,奥氏体型不锈钢的纵向弹性模量为193 kN/mm2,略低于碳素结构钢。随着温度的升高纵向弹性模量减小,泊松比增加,横向弹性模量(刚性)则显著下降。纵向弹性模量将对加工硬化和组织集合产生影响。
密度:含铬量高的铁素体型不锈钢密度小,含镍量高和含锰量高的奥氏体型不锈钢的密度大,在高温下由于品格间距的加大密度变小。 电阻率:在0~900℃,各类不锈钢主要牌号的比电阻的大小基本在70*10ˉ6~130*10ˉ6Ω·m,且随着温度的增加有增加的趋势。当作为发热材料时,应选用电阻率低的材料。
磁导率:不锈钢的磁导率极小,因此也被称为非磁性材料。具有稳定体型组织的钢,即使对其进行大于80%的大变形量加工也不会带磁性。另外高碳、高氮、高锰奥氏体型不锈钢,在大压下量加工条件下会发生ε相相变,因此保持非磁性。在居里点以上的高温下,即使是强磁材料也会丧失磁性。
不锈钢复合管与铝塑复合管在结构上差不多,在一定程度上,性能也比较相近。同样,由于钢的强度问题,施工工艺仍然是一个问题。
不锈钢管是一种较为耐用的管道材料。但其价格较高,且施工工艺要求比较高,犹其其材质强度较硬,现场加工非常困难。所以,在装修工程中被选择的机率较低。
铝塑复合管是目前市面上较为吃香的一种管材,由于其质轻、耐用而且施工方便,其可弯曲性更适合在家装中使用。其主要缺点是在用作热水管使用时,由于长期的热胀冷缩会造成管壁错位以致造成渗漏。



不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


在三明市泰宁县本地采买#不锈钢复合管厂家到茂硕钢铁 (三明市泰宁县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:付经理-【18762195566】。
其他新闻
- 圆管弯曲机包安装 2026-05-21
- 伸缩楼梯全国送货上门 2026-05-21
- 42CrMo无缝管品质与价格同行 2026-05-21
- 价格低的净水器供应商 2026-05-21
- 定制镀锌管_优质厂家 2026-05-21
- 销售绳钜机公司 2026-05-21
- 自动包装流水线的工作原理 2026-05-21
- 不锈钢复合管报价-厂家 2026-05-21
- 工字钢角钢槽钢-售后完善 2026-05-21
- 性价比高的伸缩楼梯 2026-05-21
- 不锈钢口碑 2026-05-21
- 注重工字钢角钢槽钢质量的厂家 2026-05-21
- 通风天窗货源足 2026-05-21
- 不锈钢复合管实体大厂-放心选购 2026-05-21
- 桥梁护栏货到付款 2026-05-21
产品分类
产品
联系方式
