珩磨管-珩磨管量大从优

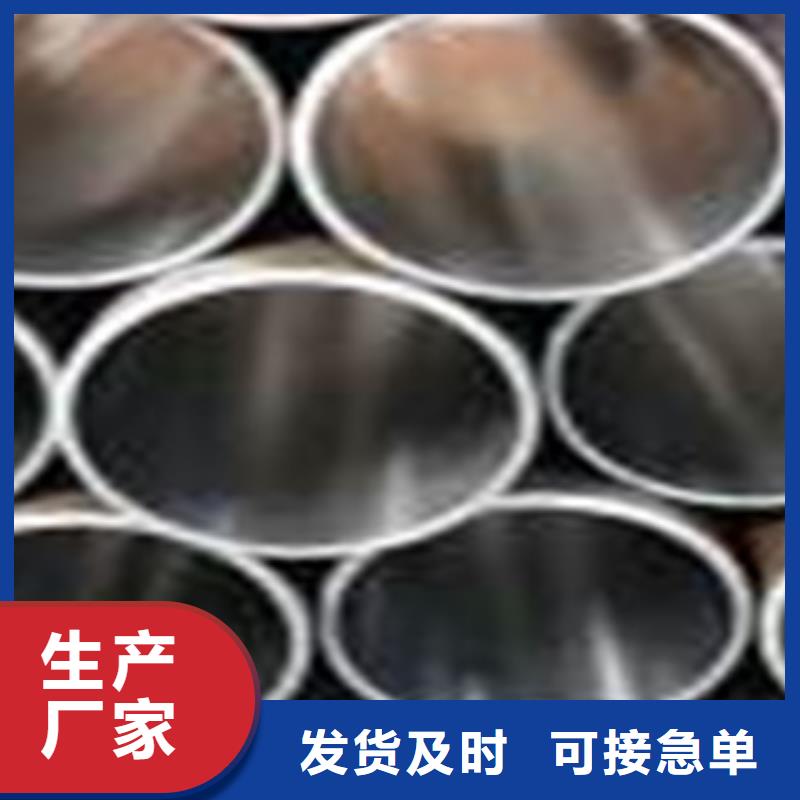
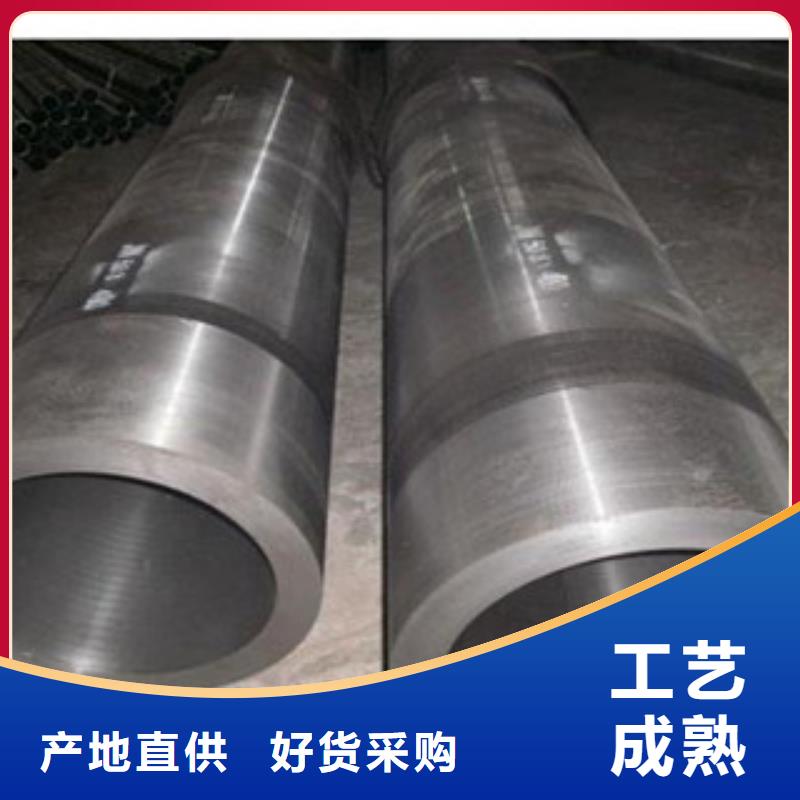
珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。
珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。
珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。


主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
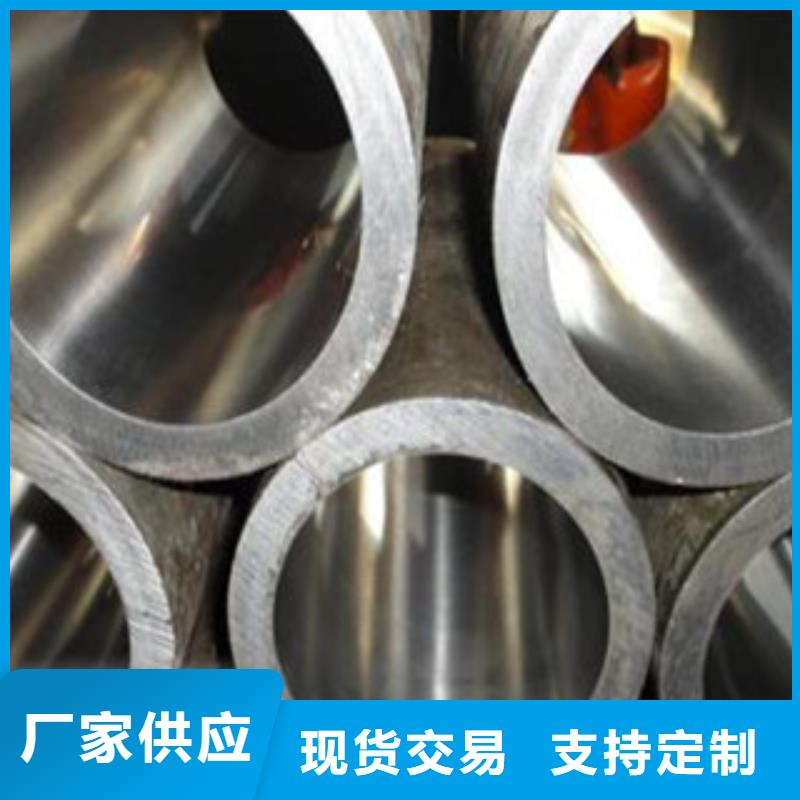
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。


葫芦岛兴城九冶管业有限公司成立于2015年是一家专注于 精密管等型材的设计生产销售一体的实体厂家。公司通过多年的努力发展现在拥有 精密管生产车间5000多平方员工近百人的中型企业,企业年销售额在 精密管行业也具备优势位置。公司以人才为本,广纳有贤人士,为每一位员工提供广阔空间。公司从管理上也在不断升级,追求争取在短的时间内发展壮大成为好的企业。


- 质量合格的伸缩楼梯生产厂家 2026-05-21
- 销售愚公斧开山机的本地厂家 2026-05-21
- 销售工字钢冷弯机_厂家/供应 2026-05-21
- 2026性价比高的#防撞护栏厂家#服务好 2026-05-21
- 靠谱的耐磨板批发商 2026-05-21
- 桥梁护栏足量供应 2026-05-21
- 经验丰富的复合管防撞护栏厂家 2026-05-21
- 机场灯光电缆免费寄样 2026-05-21
- 可定制的济薯厂家 2026-05-21
- 不锈钢板设计 2026-05-21
- 桥梁养护器经久耐用 2026-05-21
- 花纹板-花纹板优质 2026-05-21
- 单立柱_省心省钱 2026-05-21
- 不锈钢板重口碑厂家 2026-05-21
- 圆管弯曲机制造厂_山西万泽锦达机械制造有限公司 2026-05-21