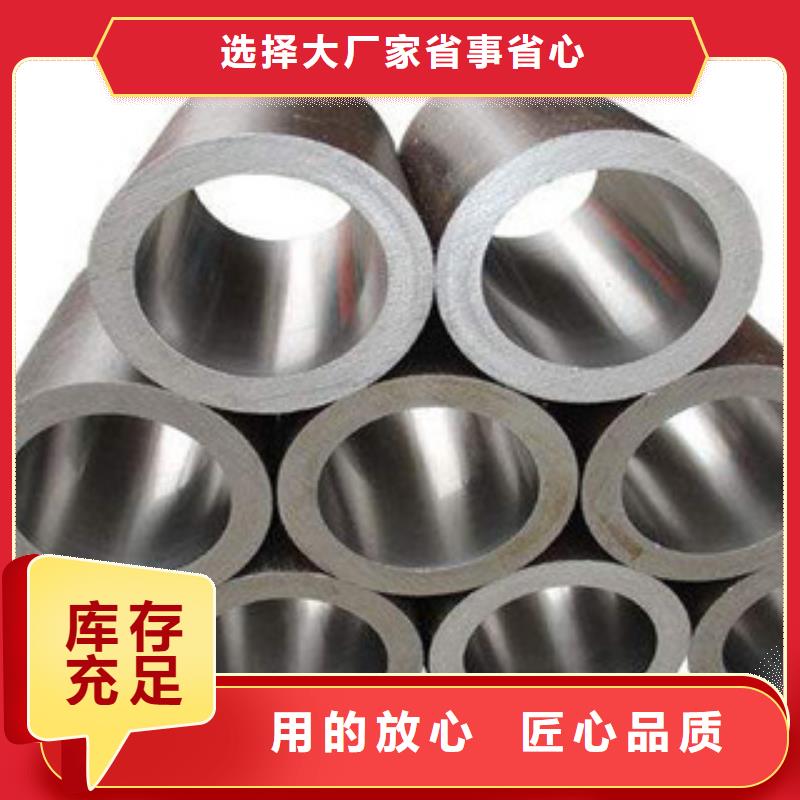
珩磨管多规格可选择

珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。
与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。
为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。 要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。


徐州云龙九冶管业有限公司主营: 精密管,公司关注客户体验,创新革新技术,以客户满意度为宗旨,以智能制造为核心,提供满意服务,时刻为客户提供完善的解决方案。



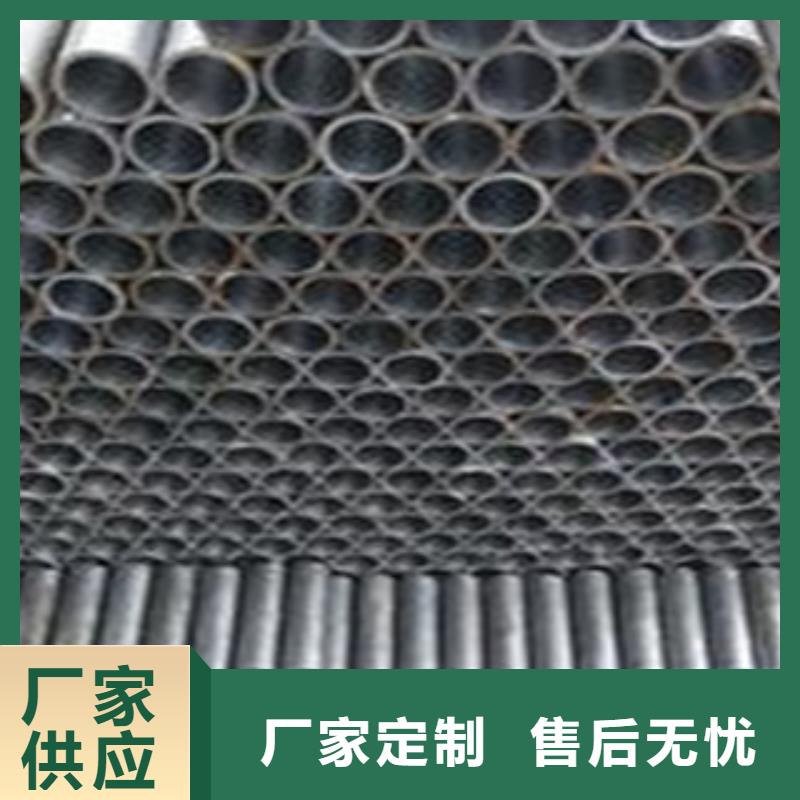
珩磨管的基本构成
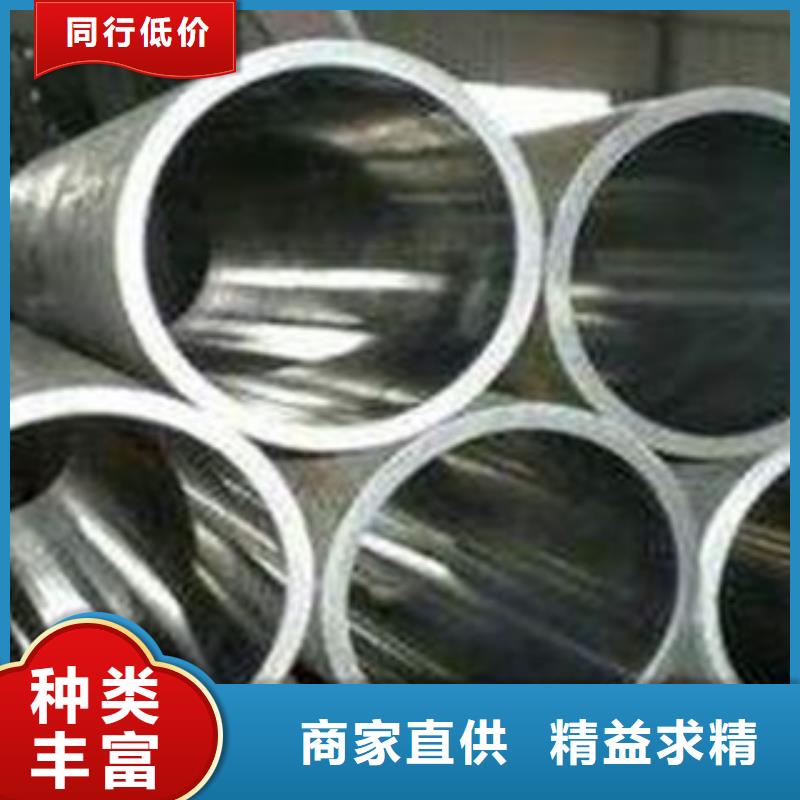
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。


系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。



- 齿爪式粉碎机大规模厂家 2026-05-24
- 酚醛_价格实在 2026-05-24
- 钢丝绳护栏-货到付款 2026-05-24
- 护栏-护栏价格优惠 2026-05-24
- 本地的橡塑实体厂家 2026-05-24
- 不锈钢复合管栏杆工艺精湛 2026-05-24
- 钢板实力厂家 2026-05-24
- 南瓜丁-厂家 2026-05-24
- 无缝钢管品质 2026-05-24
- 重信誉复合管厂家 2026-05-24
- 护栏-护栏供应商 2026-05-24
- 定制返空车 2026-05-24
- 红富士苹果现货供应厂家 2026-05-24
- 买马鞭草必看-厂家直销 2026-05-24
- 河道栏杆厂家 2026-05-24