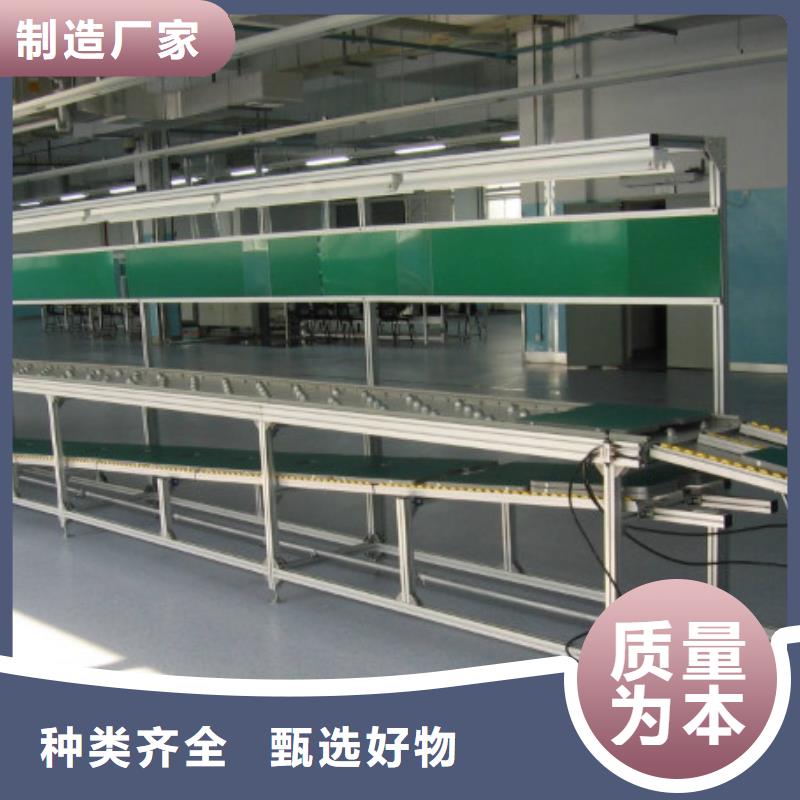
自动包装流水线新品上市

自动包装流水线比如自动yao品包装生产线,在标准机范围,它的功能是完成yao品、说明书的装盒。具体工序依次排开:自动开盒——自动装盒——自动装说明书-—直角面贴标——然后收盒包装(部分工序上有差异,具体视用户要求完成定制)。
虽然整条自动yao品包装生产线运行稳定,但由于操作不当,或日久失修问题,会发生装盒机故障、贴标机故障等。为此我们应该在如下几方面做检测,做好跟踪。
一、 固定周期内对yao品装盒抽样调查,确保生产线进行。发现故障,需要做到;1、 抽取样品为不规格yao品盒后,立即停机检测,主要表现为开盒、装盒空隙较大,未闭笼,这时可以先从软件方面入手,检查各参数标准值是否变化,系统是否发生乱位等。
2、 从硬件方面着手,对开盒、装盒出现问题检测相对应设备,先检查设备零件是否松动,后检查纸盒是否准确放入指定位置。以及其他部件是否移位等。
以上便是对于yao品包装生产线开盒、装盒工序中,出现盒封装间隙大的故障问题进行解答。当然一条生产线部件多样,发生故障的地方并不仅仅局限于此,比如贴标故障、以及放料故障等。


克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??



昆明盘龙依利达包装器材有限公司始终坚持“重品质,重信誉,合作共赢”的原则。不断完善创新 热收缩包装机,以科学的管理方式,高素质的职工队伍,先进的 热收缩包装机设备,完善的检测手段及周全的售后服务,赢得了广大用户的好评



- 不锈钢板原厂 2026-05-21
- 圆管价格_圆管 2026-05-21
- 优选:铝方通厂家 2026-05-21
- 伸缩楼梯销售 2026-05-21
- 工字钢厂家订制 2026-05-21
- 灵芝粉-可货到付款 2026-05-21
- 角钢价格欢迎来电 2026-05-21
- 气动隔膜泵厂家市场价 2026-05-21
- 靠谱的不锈钢复合管护栏基地 2026-05-21
- 真空包装机技术参数 2026-05-21
- 不锈钢板实体厂家 2026-05-21
- 工角槽厂家 2026-05-21
- 型钢低于市场价 2026-05-21
- 自动包装流水线本地批发 2026-05-21
- 不锈钢复合管市场报价 2026-05-21