信誉好的弯管机厂家
更新时间:2026-04-21 12:07:52 ip归属地:甘南,天气:小雨转雨夹雪,温度:-1-10 浏览:1次


- 发布企业
- 万泽锦达机械制造(合作市临潭县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 钻井泥浆泵
- 所在地
- 太原小店区208国道东蒲村东蒲路一号
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 程韩 请说明来自商助贸易宝,优惠更多
详细介绍


冷弯机试机:为工作顺利,在开始工作前一定要把数控冷弯机调试好。1.检查冷弯机电源是否正常。2.检查冷弯机电机油泵组是否正转。3.将冷弯机压力表开关打开,溢流阀调压手轮松开。4.点动电机,检查冷弯机方向是否正确。5.检查冷弯机电液阀和点动开关是否正常。6.一切工作无误后,启动电机,将油压调至10Mpa,试运行数控冷弯机三分钟左右,如果运转正常,正式工作。
冷弯机操作流程1.检查冷弯机上下模的重合度和坚固性,检查各定位装置是否符合被加工的要求。2.在上滑板和各定位轴均未在原点的状态时,运行回原点程序。3.严格遵守冷弯机工操作规程,按规定穿戴好劳动防护用品。4.启动前须认真检查冷弯机电机、开关、线路和接地是否正常和牢固,检查设备各部位。按钮是滞在正确位置。5.冷弯机启动后空运转1—2分钟,上滑板满行程运动2—3次,如发现有不正常声音或有故障时应立即停车,将故障排除,一切正常后方可工作。
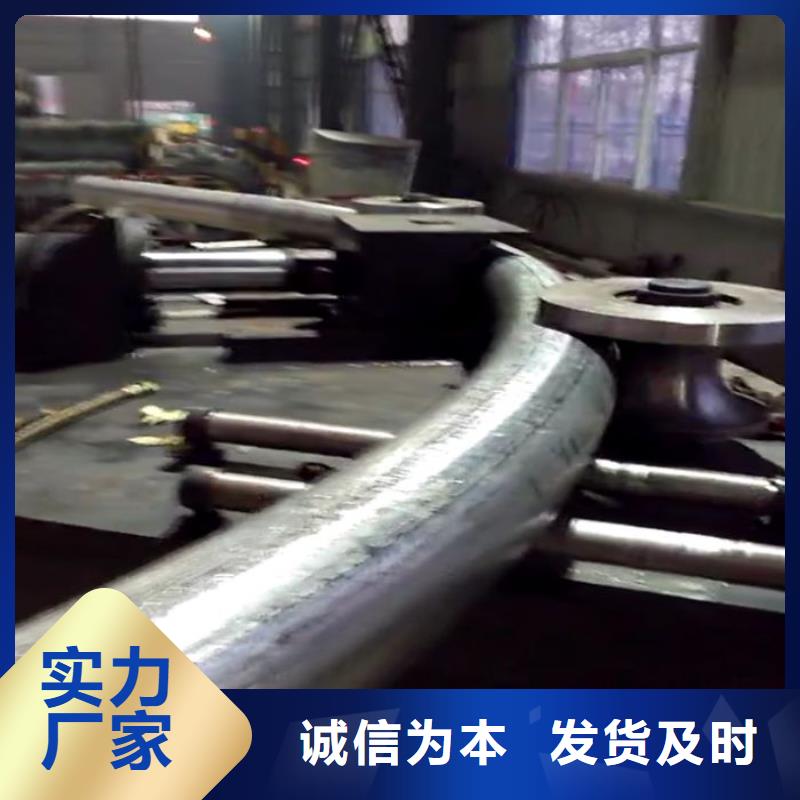
液压圆管冷弯机是工地上常见的一种工程设备,它在,涵洞,煤矿,地质灾害等工程中都会有着的应用。它在工程中主要对圆管,U型钢,槽钢,角钢等钢材开展弯曲变形而不改变钢材力学性能,缘于用于圆管的弯曲所以又称之为圆管冷弯机,圆管弯曲机及圆管弯拱机等。



甘南临潭山西万泽锦达机械制造有限公司领导秉承做百年企业,树百年品牌的远大理想,确立了“诚信、求实、制高”的企业宗旨,对 钻井泥浆泵产品进行了长期深入的研究与开发,以先进的技术,为广大客户提供满意的服务。
我们坚信凭借技术优势,丰富的工程经验、以及服务大众的坚定决心,定能在 钻井泥浆泵专业领域做出了令人瞩目的成绩!


3、弯拱机被固定的位移,弯拱机和开始支撑之间的缩短或胀大位移仅仅表中所显现数据的一小部分,通常是从中间于弯拱机的每个端部。弯拱机每端的位移量仅仅缩短或胀大量的一半一起留心钢檩条厚度不能逾越螺钉的自钻才干。弯拱机当前供应的螺丝可带有塑料头,不锈钢顶盖或涂有耐久保护层,自攻螺钉的选用。弯拱机固定螺钉选用时应该按照结构的运用寿选固定件,弯拱机除暗扣固定用螺钉外,其他螺钉均带有防水垫圈,并且对准采光板和特别风压下的情况均配有相应的共用垫圈而一些细节的处置比较重要。关于屋面用应该在屋顶及屋檐处将弯拱机中止相应的收边使命,装置较易把握,其意图为了阻碍雨水进入屋面以内。
(1)三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形。
(2)油缸的直径和行程:直径和行程决定了压力的和弯曲半径的可调性。
(3)台体钢板厚度和骨架的质量:决定着弯大型钢材时是否变形。.
4、(1)三个顶滚的直径:细了,因接触面小,容易打滑;弯非标钢材的时候容易变形。
(2)油缸的直径和行程:直径和行程决定了压力和弯曲半径的可调性。
(3)台体钢板厚度和骨架的质量:决定着弯大型钢材时是否变形。
(4)电机的功率和减速机的质量。
(5)厂家的生产规模和服务。



将型钢放在冷弯机上,与减速带动的滚轮接触后,将压紧手柄进给锁紧。启动电机油泵组,由电动油泵输出的高压溢流阀(可调整所有压力),进入集成块到电缆阀,有电液阀和动点开关(点进,点退)控制油缸工作,工作油缸推进,将型钢与三个支撑游轮压紧 并为发生弯曲变形之时开始计算,油缸推进的长度进程为10mm-15mm,开主电机带动钢材工作,反复操作,达到所需弧度为止。
设备安装在基础面上,找正,以进给导轨面处于水平位置为准。
工字钢必须在水平的工作台上(带有滚动的工作台)工作。
使用前必须加油(减速器加30#机油,油箱加46#液压油),以后定期更换新油。
为保证工作顺利,在开始工作前要把机器调试好。
检查电机油泵组是否正转。
将压力表开关打开,溢流阀调压手轮松开。
点动电机,检查旋转方向是否正确。
检查电液阀和点动开关是否正常。


