公司新闻
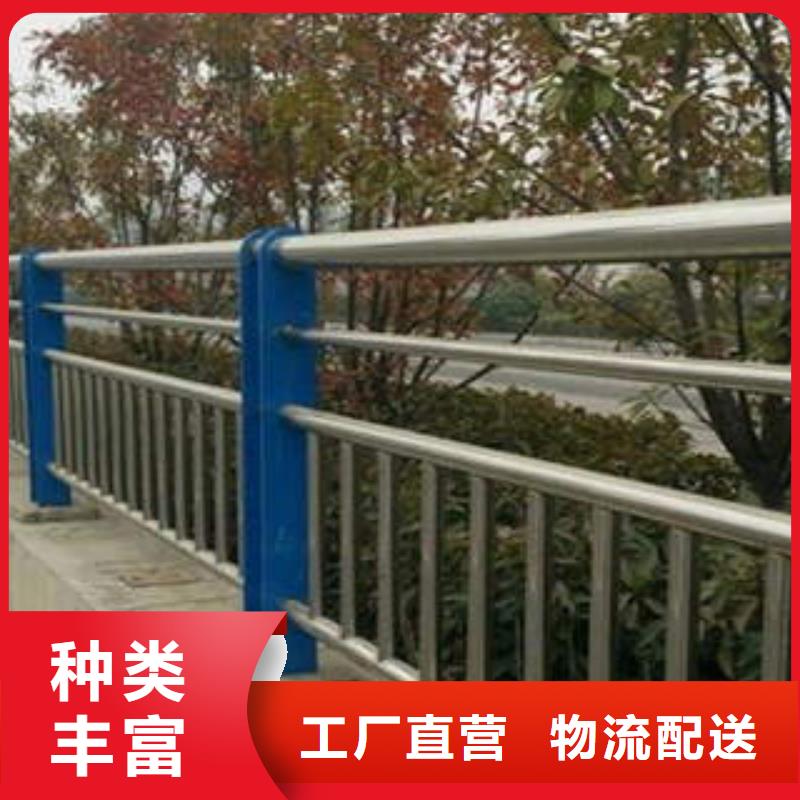
供应批发不锈钢复合管-全国配送
更新时间: 2026-06-03 16:36:07 ip归属地:大庆,天气:阴转多云,温度:13-25 浏览:1次
以下是:大庆市肇州县供应批发不锈钢复合管-全国配送的产品参数
【茂硕 】业务覆盖多领域场景,主营让胡路不锈钢碳素钢复合管护栏厂家源头厂家量大价优、肇源不锈钢碳素钢复合管护栏厂家严格把控质量、萨尔图不锈钢碳素钢复合管护栏厂家厂家直发等产品服务。在大庆市肇州县本地采买供应批发不锈钢复合管-全国配送到茂硕钢铁 (大庆市肇州县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:付经理-【18762195566】。 黑龙江省,大庆市,肇州县 2022年,肇州县实现地区生产总值171.6亿元,按不变价计算,比2021年下降2.7%。
文字或许能描绘供应批发不锈钢复合管-全国配送产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:大庆肇州供应批发不锈钢复合管-全国配送的图文介绍

本公司坐落于开发区新区天津路18号,欢迎惠顾! 大庆肇州茂硕钢铁 有限公司生产 不锈钢碳素钢复合管护栏厂家。本公司是一家集研发、制造、销售于一体的自主创新企业。以严格的制作标准的测试过程为本,打造我们的业务基础。 经过多年不懈努力公司已成了远近驰名的品牌企业,备受业内外认同。


不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。



轧制是一种传统的制备复合金属的方法。热轧复合实质上属于压力焊,如果变形量足够大,轧辊施加的压力就会破坏金属表面的氧化膜,使表面达到原子接触,从而使两表面焊在一起。轧制的优缺点分别为:
优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。
缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。
缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。


您是想要在大庆市肇州县采购高质量的供应批发不锈钢复合管-全国配送产品吗?茂硕钢铁 (大庆市肇州县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的供应批发不锈钢复合管-全国配送产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:付经理-【18762195566】,地址:《开发区新区天津路18号》。
其他新闻
- 榆树查看详情 2026-06-03
- 劈裂棒工厂货源 2026-06-03
- 护栏大品牌品质优 2026-06-03
- 钢板厂商 2026-06-03
- PE管咨询享优惠 2026-06-03
- 优质不锈钢复合管的厂家 2026-06-03
- 卖桥梁护栏的公司 2026-06-03
- 钢板规格库存充足_2026本地报价 2026-06-03
- 快速接头行业品牌厂家 2026-06-03
- 销售热浸塑钢管_诚信企业 2026-06-03
- 槽钢低于市场价 2026-06-03
- H型钢厂家现货直销 2026-06-03
- 劈裂棒发货就是快 2026-06-03
- 注浆钢花管工艺精湛 2026-06-03
- 生产吸粪车 2026-06-03
产品分类
产品


联系方式
