PE管-PE管保量
更新时间:2026-05-24 06:18:36 ip归属地:百色,天气:晴转多云,温度:27-37 浏览:1次



- 发布企业
- 泽洋塑业(百色市乐业县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- pe电力管
- 所在地
- 山东省聊城市阳谷县闫楼开发区
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 唐经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:百色市乐业县PE管-PE管保量的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | PE管-PE管保量供应范围覆盖广西省、百色市、乐业县、右江区、田阳区、田东县、平果市、德保县、靖西市、那坡县、凌云县、田林县、西林县等区域。 |
【泽洋】业务覆盖多领域场景,主营那坡pe电力管种类丰富、田林pe电力管有口皆碑等产品服务。PE管-PE管保量,泽洋塑业(百色市乐业县分公司)专业从事PE管-PE管保量,联系人:唐经理,电话:【0527-88266222】、【0527-88266222】,以下是PE管-PE管保量的详细页面。 广西壮族自治区,百色市,乐业县 乐业,隶属于广西百色市,被誉为“世界天坑之都”,位于广西西北部,地处云贵东南麓,东北与河池市天峨、凤山两县相邻,东南依凌云县,西南与田林接壤,西北与贵州省的册亨、望谟、罗甸三县隔红水河相望。县城距重点工程龙滩水电站160公里,距百色市168公里,距广西首府南宁市400公里,距贵州省省会贵阳市370公里,是重庆、贵州经龙邦口岸(一类口岸)往东盟为便捷的通道之一。根据第七次人口普查数据,截至2020年11月1日零时,乐业县常住人口为146397人。总面积2633.17平方千米。全县现辖4镇4乡,有84个村民委(社区)1084个村民小组。
想要一睹PE管-PE管保量产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
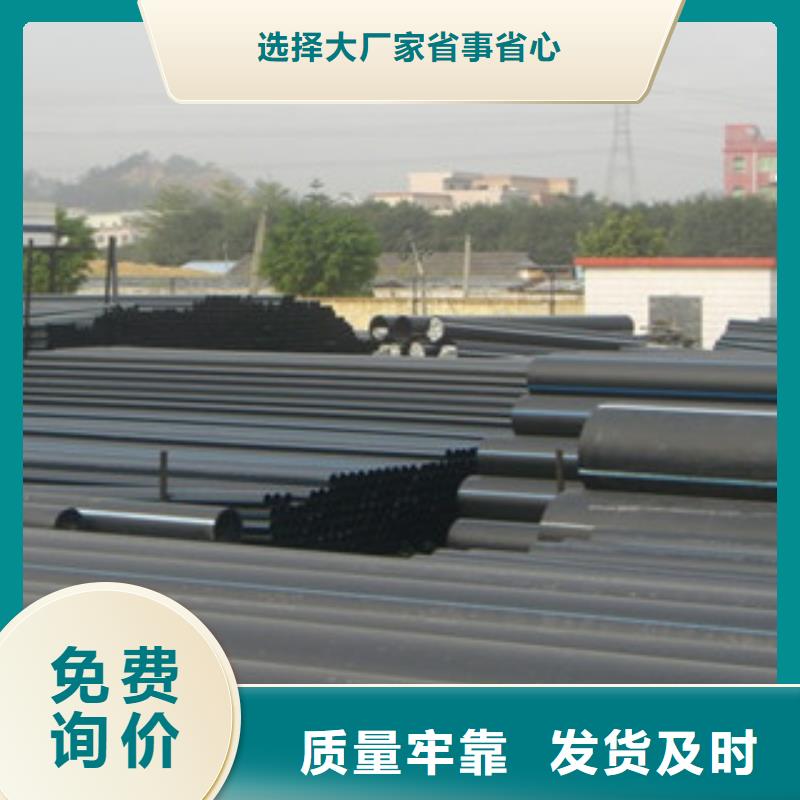
以下是:百色乐业PE管-PE管保量的图文介绍
百色乐业泽洋塑业有限公司自创建以来一直坚持“公平”“争优”“创新”“诚信”理念,不断要求自己,不断自己的 pe电力管产品水平来创造广大市场,以热情的服务赢得大家的信任,以客户保持良好的长久合作伙伴关系,以客户共进退,以客户共辉煌,力争创造出美好的未来。

一般情况下不同的管材﹑不同型号及规格的聚乙烯PE管应根据管材不同型号﹑规格适当调整加热时间当PE管材出现虚焊时主要是对接焊机夹具行程不够和对接时夹具速度太快而引起虚焊两种情况(1)对接焊机夹具行程不够,两连接件对接前用铣刀铣平管口后进行焊前试碰,碰对后在夹具行程杆上应看到有一定的行程余量,行程余量应不小于20mm为宜。在焊接过程中,若不注意这种情况,夹具的行程余量不够时,焊接后表面上看对接的非常好,但实际上两对接件熔接的不够彻底,出现虚焊。这是热熔对接焊中常出现而又不易察觉的问题,解决的办法是每次焊前都应注意留有足够的夹具行程余量。(2)对接件对碰时夹具速度太快。两连接件经加热板加热后进行对碰,若对碰过程中夹具速度太快,在对碰瞬间,两连接件熔融部分大部分被挤压到内外壁两侧,致使熔合的部分不够充分而造成了虚焊,解决的办法是操作人员控制机具的速度要均匀,使熔接部分充分融合。焊口碳化:发生这种质量问题的原因是加热时间过长,与焊不透的情况正好相反,对于热熔对接焊,有些施工人员认为焊接过程中加热时间越长,焊接效果越好,而事实恰好相反,聚乙烯PE管在加热时间过长时,会出现碳化现象,严重影响到焊接质量。

公司电力管的维卡软化温度试验定为大于93℃。总体来讲,扁平试验测试材料的柔韧性和耐冲击性,而维卡软化温度试验测试材料的硬度,这是一对十分难以处理的矛盾。对于各种配方来讲,只能存在一段配方区间,在这个区间中的配方可以调和这一对矛盾,达到两都的共同要求,这就是这项工作的难点所在。对管子其他的要求有耐腐蚀十生,耐热性(在高温下管子不变形)等。管材的外形尺寸复合电力管内径150,175,200mm的三个标准,表面光滑,呈橘红色,接头采用橡胶圈密封,壁厚8.5mm及9.5mm。2.2材质分析红外线光谱分析和发散光谱发散光谱分析是目前世界上的材料成分分析手段之一。它通过溶解,沉淀,再溶解,再沉淀进行红外分析,确定主体材料;通过溶解,沉淀,除去沉淀物,色谱分离,红外光谱分析的方法确定添加剂成分;将样品灼烧,将残渣进行发射光谱分析确定金属元素; 经灼烧,称量其重量变化进行填料数量分析。研究发现国外同类管材以聚氯乙稀和氯化聚氯乙稀为主,尚有其他成分的添加剂。根据国内化工原料市场的调研确认,原料CPVC在国内的供应可以实现。山东潍坊旭业,亚东,江苏东台天腾均大量投产。2.3配方管材以PVC树脂为主体,加入含氯量一定的CPVC共混,在以聚氯乙烯和氯化聚氯乙烯的基料的配方上,对两者的成分比例作了多次调整。添加剂的选取对管子的重量,机械强度,耐热以及经济性都有关系。例女口硬脂酸起到内润滑的作用,石蜡起外润滑作用分别在分子间以及分子和设备间起润滑作用。在配方中曾经考虑使用氯化聚乙烯,使用后发现管子韧性上去了,但硬度不够,如何添力口份数是一个问题。


夏季气温逐渐升高,进行焊接时除按照正常的操作流程进行焊接外,还需特别注意环境温度的变化对焊接质量的影响。根据多年的施工经验,在此提醒在PE焊接夏季施工时需注意以下几点:1,加热板温度的调节需考虑地表温度,环境温度对加热板实际温度的影响,防止加热板实际温度(地表温度+环境温度+加热板显示温度)>230℃。环境温度在38℃以上且在柏油马路上进行施工时,加热板温度可调节至190℃-200℃之间;环境温度在38℃以下且在野外进行施工时,加热板温度可调节至200℃-210℃。2,检查焊机各部件是否正常工作,尤其注意在使用前测量焊机加热板温度是否在标准温度范围内(220℃±10℃)。3,加热时间的计算以两管材端面与加热板接触的一个圆周全部出现翻遍时,卸掉焊机压力开始进入加热时间,加热时间的计算方法为管材壁厚X10秒。4,管材对接前检查错口率,错口率不大于管材壁厚的百分之十。错口率超过管材壁厚的百分之十会使焊接处接触面小于管材壁厚,影响焊接效果。5,管材焊接完成后保压进入冷却时间,冷却时间的计算方法为管材壁厚X1min。6,焊接完成后如使用水冷,风冷等强制冷却方式,会导致焊接处出现虚焊现象,影响焊接质量,故应采用自然冷却的方式进行冷却。希望用户在夏季PE管焊接施工时注意,规范施工保证焊接质量。



PE管-PE管保量,泽洋塑业(百色市乐业县分公司)为您提供PE管-PE管保量产品案例,联系人:唐经理,电话:【0527-88266222】、【0527-88266222】。