公司新闻
定制螺旋钢管_品牌厂家
更新时间: 2026-05-19 17:00:16 ip归属地:宁波,天气:小雨,温度:21-29 浏览:1次
以下是:宁波市奉化区定制螺旋钢管_品牌厂家的产品参数
【全通】为客户提供多样化产品,包括慈溪螺旋钢管准时交付、北仓螺旋钢管现货直发、海曙螺旋钢管品质卓越等,适配多元场景需求。定制螺旋钢管_品牌厂家,全通管道(宁波市奉化区分公司)专业从事定制螺旋钢管_品牌厂家,联系人:销售经理 王国忠,电话:【18762195566】、【18762195566】,以下是定制螺旋钢管_品牌厂家的详细页面。 浙江省,宁波市,奉化区 奉化区,隶属于浙江省宁波市,位于浙江省东部沿海、宁波市区南部,东濒象山港、隔港与象山县相望,南连宁海县,西接新昌县、嵊州市和余姚市,北交海曙区和鄞州区。介于北纬29°25′—29°47′、东经121°03′—121°46′之间,东西长70.5千米,南北宽42千米,全区土地总面积1278.30平方千米。截至2022年10月,奉化区辖8个街道、4个镇。截至2022年末,奉化区常住人口58.6万人。
深入了解定制螺旋钢管_品牌厂家产品,一部视频就够了,快来观看!
以下是:宁波奉化定制螺旋钢管_品牌厂家的图文介绍
宁波奉化盐山全通管道有限公司专注从事 螺旋钢管的设计、经销、安装及技术服务。为客户提供满意的方案配置、咨询提供、技术支持等一系列超值的价值与服务;公司主营产品: 螺旋钢管。本着对客户热忱的服务、优异的品质和不断革新的理念、并配置各种先进的专业设备,确保我们有能力提供富有竞争力的产品和服务。


我公司是专业生产双面埋弧螺旋钢管、高频直缝焊管、热扩钢管。螺旋钢管执行部标SY/T5037—2000、国标GB/T9711.1-1997规格219mm-2020mm,壁厚5mm-18mm。直缝焊管执行GB/T3091-2001规格有4分—8寸壁厚1.5-10mm.特殊规格89mm、102mm、108mm、121mm、127mm、133mm、159mm、168mm、180mm、194mm、203mm、219mm、273mm、325mm、355mm、377壁厚2.5-14mm。热扩钢管273mm、299mm、325mm、355mm、377mm、426等壁厚5-18mm。广泛用于石油、天然气工业,化学工业,输送流体管道,桥梁打桩,基建工程及钢结构等。经营热镀锌管、方距管、无缝管、带钢等。首先,螺旋钢管有别于无缝管,容易理解。钢管中,直径很大的就要作成螺旋钢管了,是由钢带缠绕做成,焊缝也是螺旋形。焊管中,直径较小的可以使用带钢由联合制管机组联合完成(包括焊接和切断),焊缝是直缝厚壁螺旋钢管管材的优势, 厚壁钢管表面坚固的氧化膜使不锈钢在包括软水在内的所有水质中都具有优异的耐腐蚀性,即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管螺旋钢管材质:Q235B、20#,Q345,16Mn,L245,L290,L360及X42—X80材质为:Q235A,Q235B、20#、Q345B(16Mn)、L245(B)、L290(X42)、等,产品执行API SPEC5L、5CT 、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162标准。广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管螺旋钢管材质:Q235B、20#,Q345,16Mn,L245,L290,L360及X42—X80材质为:Q235A,Q235B、20#、Q345B(16Mn)、L245(B)、L290(X42)、等,产品执行API SPEC5L、5CT 、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162标准。广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。



螺旋钢管厂家分析2016年钢管市场及2017年出口趋势我公司是专业生产销售螺旋钢管,螺旋管,螺旋焊管大型企业之一,经过多年发展,在沧州地区形成了较大的规模,公司从美国引进的林肯自动双丝、双面埋弧焊螺旋管生产线6条,年产φ219-φ3500mm,壁厚5mm-25mm,材质为Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42—X80的螺旋焊管30万吨。 我国制造螺旋焊管已有多年的历史,螺旋焊管出现于1888年,1960年出现双面焊接后其焊缝质量大为提高。就螺旋焊钢管机组主要用于生产钢管外径219~1220mm,壁厚为5~16mm,长度为6-35m输送管道用钢管,管桩和和某些机械结构用管。现在国内生产的螺旋焊钢管规格外径已经可以达到3620mm。创下了国内大口径螺旋焊管 口径3620mm的记录。
我公司是专业生产销售螺旋钢管,螺旋管,螺旋焊管大型企业之一,经过多年发展,在沧州地区形成了较大的规模,公司从美国引进的林肯自动双丝、双面埋弧焊螺旋管生产线七条,年产φ219-φ3500mm,壁厚5mm-25mm,材质为Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42-X80的螺旋焊管30万吨。 产品面向国内远销欧美及东南亚 和的区,产品品质优良,质量可靠,深受广大客户和同行们的一致好评,对外加工:可以按用户要求来图、来样加工非标产品,销售部王永元恭候您的光临!
Q235B材质螺旋钢管全部采用SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准产品广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。螺旋焊接钢管用途:自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设;作液体输送用:给水、排水 ;作气体输送用:煤气、蒸气、液化石油气;作结构用:作打桩管(桩用螺旋钢管)、作桥梁、钢结构; 码头、道路、建筑结构用管等;
螺旋钢管广泛采用双面埋弧焊的焊接技术,下面浅谈一下埋弧自动焊的形成过程及特点。埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是裸露的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的形成过程是这样的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋焊管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此目前还是被广泛采用着 。
Q235B螺旋钢管厂家-沧州全通管道有限公司已成为国内较大规模的螺旋钢管,厚壁螺旋焊管,大口径螺旋管,Q235b矩管,q235螺旋管,大口径螺旋管,螺旋钢管价格,螺旋管生产厂家,小口径镀锌管的销售基地,先后与全国各大电厂,锅炉厂,石油,化工,机械等企业相继建立了稳定的供货关系,公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优质的产品、低廉的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。我公司将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户现在螺旋钢管的常用标准一般分为:SY/T5037-2008(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-2008(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-2008(桩用螺旋焊缝钢管)。
我公司是专业生产销售螺旋钢管,螺旋管,螺旋焊管大型企业之一,经过多年发展,在沧州地区形成了较大的规模,公司从美国引进的林肯自动双丝、双面埋弧焊螺旋管生产线七条,年产φ219-φ3500mm,壁厚5mm-25mm,材质为Q235A、Q235B,B20#,Q345,16Mn,L245,L290,L360,L485及X42-X80的螺旋焊管30万吨。 产品面向国内远销欧美及东南亚 和的区,产品品质优良,质量可靠,深受广大客户和同行们的一致好评,对外加工:可以按用户要求来图、来样加工非标产品,销售部王永元恭候您的光临!
Q235B材质螺旋钢管全部采用SY/T5037-2000、GB/T9711.1-1997标准和APISpec5L标准产品广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。螺旋焊接钢管用途:自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设;作液体输送用:给水、排水 ;作气体输送用:煤气、蒸气、液化石油气;作结构用:作打桩管(桩用螺旋钢管)、作桥梁、钢结构; 码头、道路、建筑结构用管等;
螺旋钢管广泛采用双面埋弧焊的焊接技术,下面浅谈一下埋弧自动焊的形成过程及特点。埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是裸露的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的形成过程是这样的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋焊管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此目前还是被广泛采用着 。
Q235B螺旋钢管厂家-沧州全通管道有限公司已成为国内较大规模的螺旋钢管,厚壁螺旋焊管,大口径螺旋管,Q235b矩管,q235螺旋管,大口径螺旋管,螺旋钢管价格,螺旋管生产厂家,小口径镀锌管的销售基地,先后与全国各大电厂,锅炉厂,石油,化工,机械等企业相继建立了稳定的供货关系,公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优质的产品、低廉的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。我公司将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户现在螺旋钢管的常用标准一般分为:SY/T5037-2008(部标、也叫 普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-2008(国标、也叫石油天然气工业输送钢管交货技术条件 部分:A级钢管(到目前要求严格的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、SY/T5040-2008(桩用螺旋焊缝钢管)。



全通管道公司位于中国三大钢管生产基地之一的沧州市盐山城南开发区,是一家专业双面埋弧焊螺旋钢管,螺旋钢管,厚壁螺旋钢管,螺旋焊管,双面埋弧螺旋焊管生产厂家螺旋焊接钢管,直缝焊管,螺旋管道等产品于一体的大型企业集团.材质为:Q235A,Q235B、20#、Q345(16Mn)、L245(B)、L290(X42)、等,产品执行API SPEC5L、5CT 、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162标准。广泛用于天然气、石油、化工、电力、热力、给排水、蒸汽供热、水电站用压力钢管、火力发电、水源等长距离输送管线及打桩、桥梁、钢结构等工程领域。质量在我手中.客户在我心中.质量赢得市场.诚信铸就品质。由于市场价格不景气.我公司向您承诺:质量在我手中.客户在我心中.质量赢得市场.诚信铸就品质。责任是质量的保证.质量是品牌的生命。我公司专业生产的防腐管道价格低廉.规格齐全.物美价廉。我公司秉承:不收不良产品、不做不良产品、不出不良产品.严格把握质量要求的产品。让每一位客户放心选择我们.您的开始将是我们的 !合作愉快!
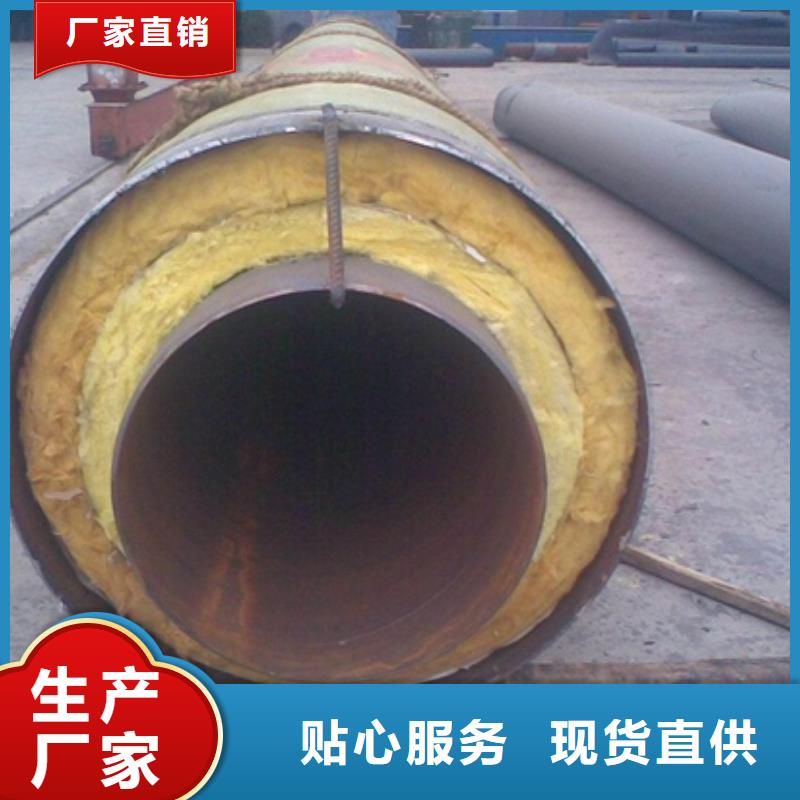
螺旋钢管分为单面埋弧焊的和双面埋弧焊:1.单面埋弧焊:单面焊成形方式分为强制成形和自由成形,现今一般使用强制成形,通常利用陶瓷衬垫。在焊接钢筋的时候,两个钢筋接头,只在接头的一面(或侧)施焊的焊接就叫单面焊。焊接长度为10倍d(d是钢筋直径)。例如两个直径25毫米的钢筋搭接,焊缝长度要到达25厘米或者25厘米以上。 焊缝的小厚度为0.05d。焊缝宽度小为0.1d。才能达到焊接的要求。2.双面埋弧焊:双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。其在我国西气东输等油气长输管道工程中获得了广泛应用,是我国油气长输管道工程采用的主要管型。 钢管成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。
加工的钢管在直径和壁厚的钢管尺寸规格范围上,有更大的灵活性,尤其在生产高钢级厚壁钢管,特别是大口径厚壁管方面具有其他工艺无法比拟的优势,可满足用户在钢管规格方面更多的要求;采用先预焊后内外焊(精焊)的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;进行整体机械扩径,可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工;对钢管进行9项的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了埋弧焊钢管产品质量;整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数和质量指标进行采质量其承压能力高 、阻力小、耐低温、抗腐蚀、安装维修方便等优点而越来越受到石油天然气、矿浆输送、城市建设等行业的欢迎,工艺流程首先进行全板超声波检验。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。
螺旋钢管分为单面埋弧焊的和双面埋弧焊:1.单面埋弧焊:单面焊成形方式分为强制成形和自由成形,现今一般使用强制成形,通常利用陶瓷衬垫。在焊接钢筋的时候,两个钢筋接头,只在接头的一面(或侧)施焊的焊接就叫单面焊。焊接长度为10倍d(d是钢筋直径)。例如两个直径25毫米的钢筋搭接,焊缝长度要到达25厘米或者25厘米以上。 焊缝的小厚度为0.05d。焊缝宽度小为0.1d。才能达到焊接的要求。2.双面埋弧焊:双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。其在我国西气东输等油气长输管道工程中获得了广泛应用,是我国油气长输管道工程采用的主要管型。 钢管成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。
加工的钢管在直径和壁厚的钢管尺寸规格范围上,有更大的灵活性,尤其在生产高钢级厚壁钢管,特别是大口径厚壁管方面具有其他工艺无法比拟的优势,可满足用户在钢管规格方面更多的要求;采用先预焊后内外焊(精焊)的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;进行整体机械扩径,可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工;对钢管进行9项的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了埋弧焊钢管产品质量;整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数和质量指标进行采质量其承压能力高 、阻力小、耐低温、抗腐蚀、安装维修方便等优点而越来越受到石油天然气、矿浆输送、城市建设等行业的欢迎,工艺流程首先进行全板超声波检验。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。


在宁波市奉化区采购定制螺旋钢管_品牌厂家请认准全通管道(宁波市奉化区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:销售经理 王国忠-【18762195566】)。
其他新闻
- 紫薯粉采购厂家 2026-05-19
- 精密钢管价格资讯 2026-05-19
- 不锈钢复合管桥梁护栏现货批发 2026-05-19
- 手提PET打包机厂家好口碑 2026-05-19
- 铝板品质过硬 2026-05-19
- 有现货的不锈钢复合管护栏供货商 2026-05-19
- 保质保量:泥浆泵 2026-05-19
- 伸缩楼梯省心可靠 2026-05-19
- 防伪-复购率高 2026-05-19
- 支持定制的无缝管厂家 2026-05-19
- 道路防撞护栏市场价 2026-05-19
- #球墨铸铁管#-重信誉厂家 2026-05-19
- 定制螺旋钢管_品牌厂家 2026-05-19
- 紫薯粉采购厂家 2026-05-19
- 精密钢管价格资讯 2026-05-19
产品
联系方式
